")
")

The content on this page was automatically generated from the PDF publication document and may contain errors or inaccuracies. Please refer to the original PDF for the most accurate information.
DESIGN OF AG/SAG MILL CIRCUITS USING THE SMC TEST
By Stephen Morrell
Director, SMCC Pty Ltd, Brisbane, Australia
ABSTRACT
The SMC Test is described together with the sample requirements necessary to carry it out. The test is able to use very small sample quantities making it ideal for use with drill core. It generates a Dropweight Index (DWi), which is shown to be correlated to the JK dropweight test parameters A and b, making it suitable for use in modelling and simulation. The DWi can also be incorporated in an equation that predicts the specific energy and transfer size of AG/SAG circuits. Its accuracy is demonstrated using data from a wide range of plants. The DWi has also been found to be correlated to the point load index and UCS, which makes it valuable for predicting AG/SAG mill feed size as well as conducting Mine-to-Mill projects. It is also correlated with the operating work index of HPGR circuits and in conjunction with pilot and/or laboratory scale HPGR testwork can be used to determine specific energy requirements for these circuits as well.
INTRODUCTION
It is generally recognised that the most accurate means for predicting the specific energy of grinding circuits is to pilot them. However, one of the major drawbacks of this approach is that a relatively large sample is required to do so. Collecting such a sample is expensive and in cases where the deposit is at depth, not practicable. Even if a sufficiently large sample could be obtained the question still arises as to whether the sample is representative of the orebody as a whole. In cases where the deposit is highly variable this is a particular problem. Ideally under these conditions it would be valuable to obtain samples of all of the major ore types and pilot these independently. However, such an approach would be even more prohibitive than treating a single sample. An alternative is to carry out laboratory rock breakage characterisation tests on drill core and use these results either on their own or in conjunction with one pilot test, which provides a baseline performance. The drill core data are then referenced against this result. One of the big advantages of this approach is that many core samples can be tested and a much more detailed picture of the comminution characteristics of the orebody can be obtained than would be the case if a single bulk sample were used. One of the potential drawbacks, however, is the extent to which laboratory tests are able to provide accurate predictions of comminution circuit performance. An important question that needs to be answered, therefore, is: "What is the most appropriate laboratory test to conduct and how should its results be used?"
Although drill core is much less expensive to obtain than bulk samples, drilling campaigns are still expensive and hence as far as possible the drill cores should be put to multiple uses. This usually means halving or quartering it, with the result that only very small quantities may be available with which to carry out comminution testwork. The laboratory rock breakage test must therefore be able to accommodate this limitation. With these problems in mind the SMC Test was developed together with a variety of approaches that use the results from the test to predict AG/SAG mill performance.
TEST DESCRIPTION
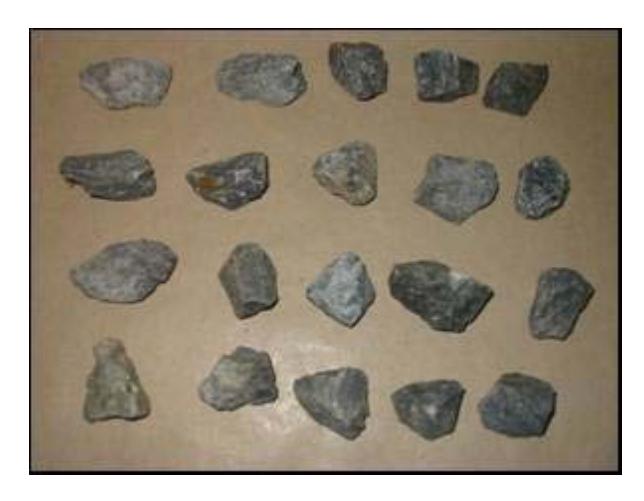
The test (referred to as the SMC Test) was developed to make use of relatively small samples, both in terms of quantity and particle size and to be versatile so as to make as much use as possible of whatever samples are available for testing. As a result it is able to accommodate a wide range of particle sizes either in core or crushed form. The test is applied to particles of a particular size, the size chosen depending on the type and quantity of sample available. The choices of particle size that can be used in the SMC Test are shown in Table 1. Sample sources can be from a range of core sizes as given in Table 2. Typically either the 31.5+26.5mm or –22.4+19mm particle sizes are chosen as these are easily extractable from HQ and NQ cores respectively, and these tend to be the most popular core sizes used. When sample availability is very limited, quartered (slivered) core samples are cut using a diamond saw (Figure 1). This results in sample mass requirements as low as 2-2.5 kgs in total. However, where core is available in sufficient quantity (10-15 kgs) it can be crushed and the appropriate size fraction extracted eg quartered PQ core or half HQ or whole NQ could be crushed to extract (say) –22.4+19mm specimens suitable for testing etc (Figure 2).

|
Pa
ic le ize t r s |
|
(
) m m |
|
-4
5+ 3 7. 5 |
|
-3
1. 5+ 2 6. 5 |
|
-2
2. 4- 1 9 |
|
-1
6+ 1 3. 2 |
|
Co
re |
No
ina l d iam m |
||
|---|---|---|---|
|
M
m |
|||
|
P
Q |
8
5 |
||
|
H
Q |
6
3. 5 |
||
|
N
Q |
4
7. 6 |
||
|
B
Q |
3
6. 5 |
||
|
Q
A |
2
7 |
||
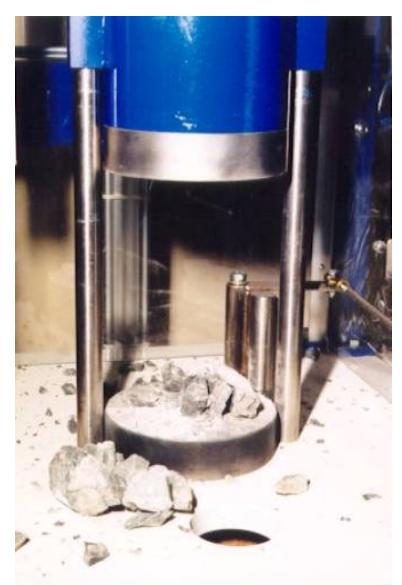
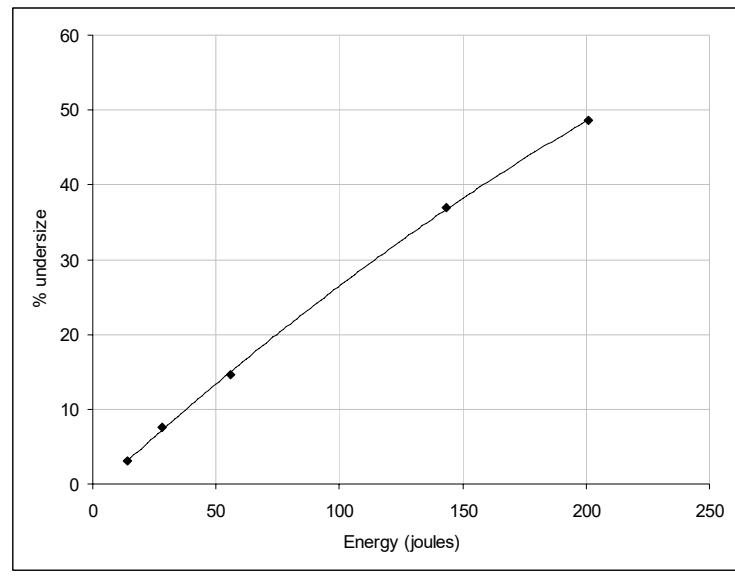
Once the core has been cut or crushed into the chosen particle size range, 100 specimens are selected. The mean specific gravity of the specimens is then determined then they are divided into five equal lots of 20 pieces. Each lot is then broken in an impact device using a range of closely controlled energies. A suitable impact device is the JKMRC's drop-weight tester (Napier-Munn et al, 1996), a picture of which is shown in Figure 3. After breakage the products are collected and sized on a sieve whose aperture is related to the original particle size. The % of undersize from sieving the broken products is plotted against the input energy. A typical plot from a test is given in Figure 4 and shows the expected trend of an increasing amount of undersize as the input energy is increased. The slope of this plot is related to the strength of the rock, a slope with a larger gradient being indicative of a weaker rock. The gradient of the slope is used to generate a so-called Dropweight Index (DWi) which is used in a companion equation for predicting the specific energy of AG and SAG mills. Estimates of the JK dropweight test parameters A and b are also obtainable from the test, which enhances its range of usefulness, allowing it to be used for modelling and simulation in association with the comminution circuit simulator JKSimMet.
The high degree of control imposed on both the size of particles and the energies used to break them means that the SMC Test is very precise and is largely free of the repeatability problems which plague tumbling mill rock characterisation tests (Angove and Dunne (1997), Kaya
(2001)). Such tests usually suffer from variations in feed size, which is often not closely controlled, as well as energy input per revolution, which although is often assumed to be constant per mill revolution is often highly variable (Levin, 1989).
THE DROP-WEIGHT INDEX (DWI)
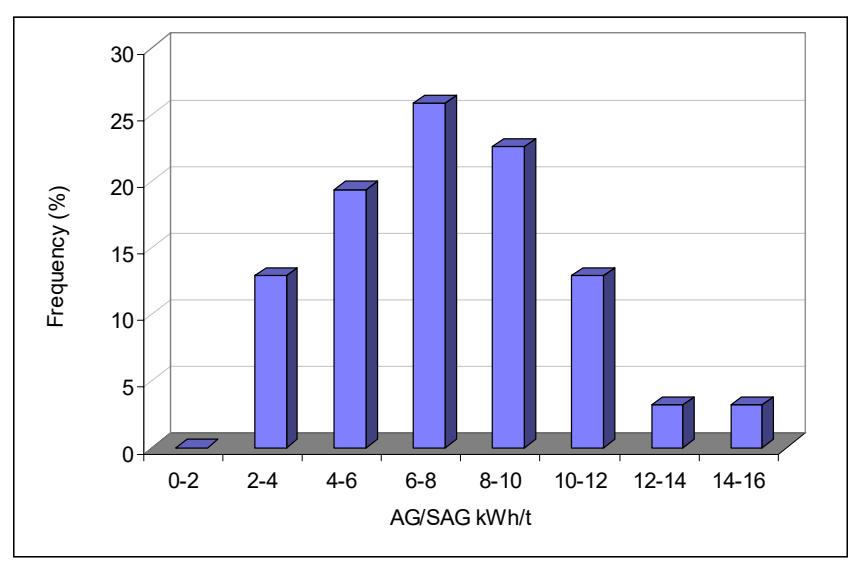
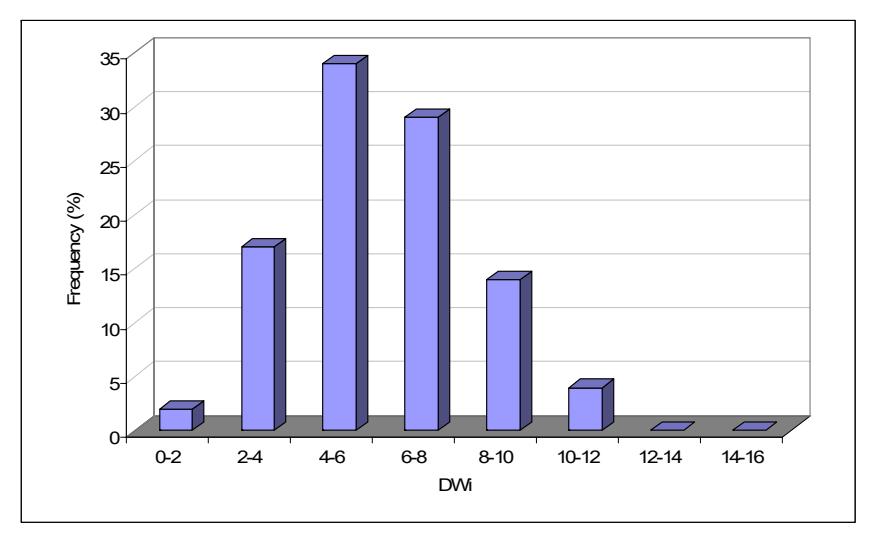
The DWi has the units of kWh/m3, which in turn has the same dimensions as strength (eg MPa) and hence it is not surprising that the DWi is correlated with direct strength measurements such as the point load index (see later). It is an index, however, not a direct measurement of strength, though in its development its magnitude was arranged to approximately align with the typical specific energies seen in SAG mills. This is illustrated in Figures 6 and 7, which show the distribution of AG/SAG mill specific energies and DWi values in the SMCC data base and indicate they cover a similar range of values. In the case of the former the data come from 37 different circuits covering 62 different ore types. In the case of the latter the DWi values are the means from over 100 different deposits that have been characterised using multiple SMC Tests, the total number of tests so far carried out being over 2500.
PREDICTING AG/SAG CIRCUIT SPECIFIC ENERGY USING THE Dwi
The power-based approach to design uses a methodology which, given certain ore breakage characteristics, predicts the specific energy for a particular AG/SAG mill circuit. The multiplication of the specific energy by the target throughput gives the required power draw of the mill. A mill
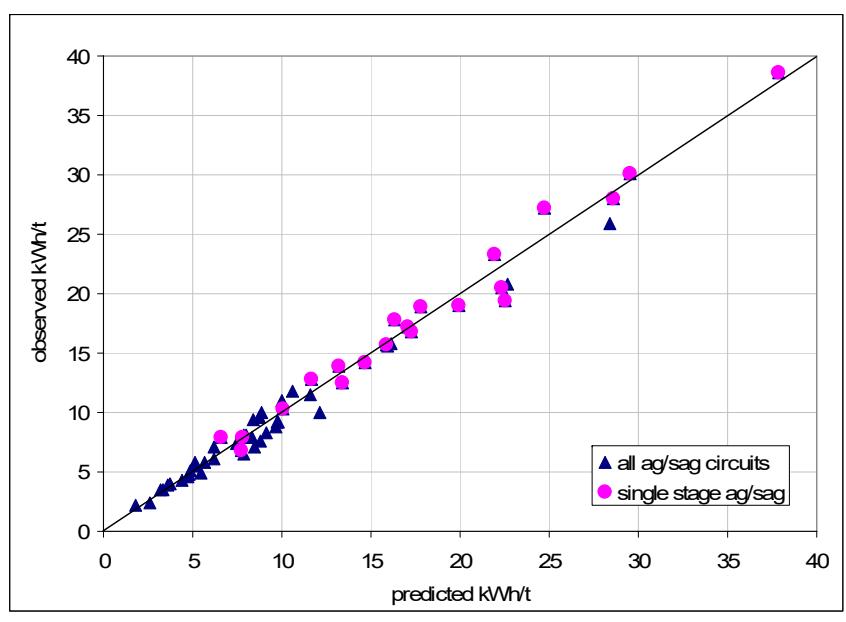
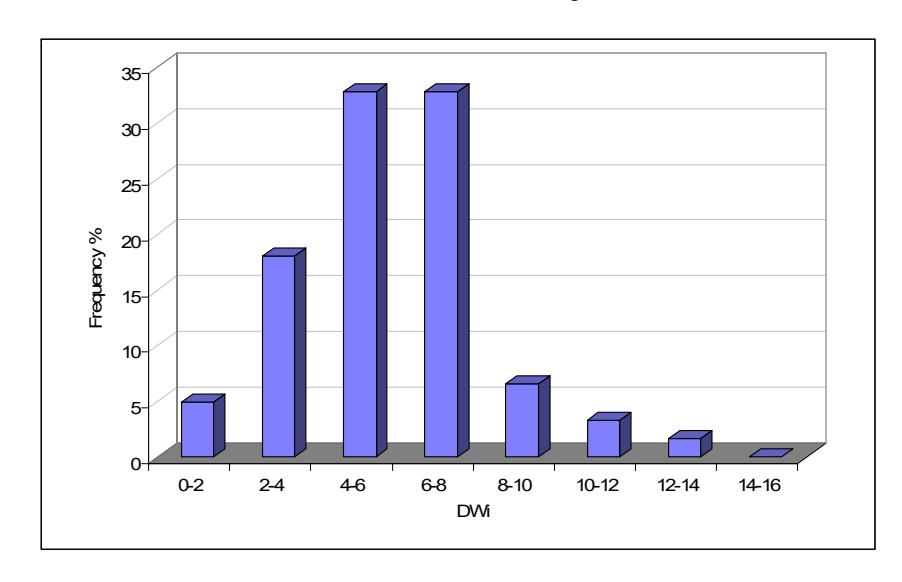
The choice of an appropriate measure of the ore breakage characteristics and an associated technique for predicting the specific energy are obviously very important for this approach to work. The DWi has been found to provide a good indication of the breakage characteristics of ores for AG and SAG mills and when combined with equation 1 is able to predict the specific energy of a wide range of circuits with a high degree of accuracy. In the form shown, equation 1 is suitable for AG/SAG mills in closed circuit with trommels or screens with apertures typically in the 10-20 mm range. It is combined with equation 2, which gives the associated transfer size of the circuit. For circuits where the AG/SAG mill is closed by a fine screen or cyclone, equation 1 is used to obtain the specific energy to reach the transfer size indicated by equation 2 and SMCC's comminution equation used to estimate the additional energy required to grind from this transfer size to the target grind of the fine screen/cyclone (see equation 3). In equation 3 the data from conventional Bond ball work index tests are used to represent the relevant ore properties (Mi). It should be noted that the Bond ball work index itself is not used. In stead the raw data from the Bond test are used to calculate an Mi value so that it is compatible with equation 3. The energies from the two calculations are then added together to obtain the total energy requirement for the AG/SAG circuit. The accuracy of the equations is illustrated in Figure 8, which shows the observed and predicted specific energies for 37 different plants (62 different data sets). The range covered by these plants is given in Table 3. The histogram of the DWi values for the 62 data sets is shown is then selected which can draw the required power under the chosen operating conditions eg ball charge and speed.
The predicted specific energies shown in Figure 8 were calculated using equation 1 in which there are no efficiency factors related to different circuits or mill sizes, ie the equation assumes that all mills and circuits have approximately the same energy efficiency. The fact that this assumption is supported by a significant and varied data base has at least two important implications. The first and most obvious is that as the assumption is supported by these data it strongly goes against the This has been determined to be +/- 9% (1 sd). in Figure 9 and is seen to closely match the SMC Testing data base in Figure 7. These data bases are quite independent, many of the data sets in the SMC Testing data base being associated with deposits that have yet to be developed, whilst the AG/SAG circuit data base covers deposits which are currently or have previously been treated. The fact that the histograms match indicates that equation 1, which has been validated using the AG/SAG circuit data, should be equally applicable to all other deposits, at least within the indicated precision of the equation. practice in many quarters of applying so-called \( f_{sag} \) factors to different circuits. The second is that the data base covers mill operations ranging from AG milling with coarse feeds through to SAG milling with very high ball loads and very fine feeds. Much is said in the literature concerning abrasion and crushing breakage, the differences between them and the importance of characterising each for accurate prediction of AG and SAG mill performance. AG milling is regarded as generating conditions in which abrasion breakage is maximised whereas a SAG mill heavily loaded with balls and treating a fine feed would have the minimum amount of abrasion and maximum crushing breakage. The DWi, which is used in equation 1 is derived from an impact test (ie no abrasion), yet it predicts AG and SAG milling equally well (at least to within the indicated precision of +/- 9%). This suggests that from a specific energy and energy efficiency perspective in AG and SAG mills the differentiation between abrasion and crushing is not necessary.
S = $$ K.F_{80}^{a}.DW_{i}^{b}.(1+c(1-e^{-dJ}))^{-1}.\phi^{e}.f(A_{r}) $$ (1)
where
S = specific energy at the pinion
\( F_{80} \) = 80% passing size of the feed
T80 = 80% passing size of AG/SAG mill circuit
DWi = drop-weight index
J = volume of balls (%)
\( \phi \) = mill speed (% of critical)
\( f(A_r) \) = function of mill aspect ratio
a,b,c,d,e,f,g = constants
K= function whose value is dependent upon whether a pebble crusher is in-circuit
$$ W = M_i K \left( x_2^{f(x_2)} - x_1^{f(x_1)} \right) $$ (3)
where
W = Specific energy (kWh/tonne)
K = Constant chosen to balance the units of the equation
\( M_i \) = Index related to the breakage property of an ore (kWh/t)
\( x_2 \) = 80% passing size for the product
\( x_1 = 80\% \) passing size for the feed
The specific energy predicted from the above equations is used in conjunction with a model that predicts the power drawn by a mill with given dimensions, ball load, total load and speed (Morrell, 1996). In a design situation the throughput would be specified and hence the mill dimensions would be adjusted until the required power was obtained. Where a circuit already exists and a drilling programme is undertaken to determine how well future ores would be handled by the AG/SAG circuit, the throughput would be predicted by dividing the power draw of the existing mill by the predicted specific energy. Each drill core tested can therefore be assigned a throughput. Thus, in conjunction with the Mine's block model, it is possible to build a detailed picture of the most likely future performance of the AG/SAG mill circuit as the mine is developed further.
| Max | Min | ||
|---|---|---|---|
| Α | 81.3 | 48 | |
| b | 2.97 | 0.25 | |
| A*b | 241 | 12 | |
| sg | 4.63 | 2.5 | |
| Dwi | 14.2 | 1.7 | |
| Bond ball Wi | kWh/t | 26 | 9.4 |
| F80 | mm | 176 | 19.4 |
| P80 | microns | 600 | 20 |
| Diameter | m | 12.02 | 3.94 |
| Length | m | 9.5 | 1.65 |
| ball load | % | 25 | 0 |
| speed | % crit | 90 | 58 |
| L/D (aspect) ratio | 2.02 | 0.34 | |
| Spec. energy | kWh/t | 38.6 | 2.2 |
ESTIMATING THE JK DROP-WEIGHT TEST PARAMETERS, A and b
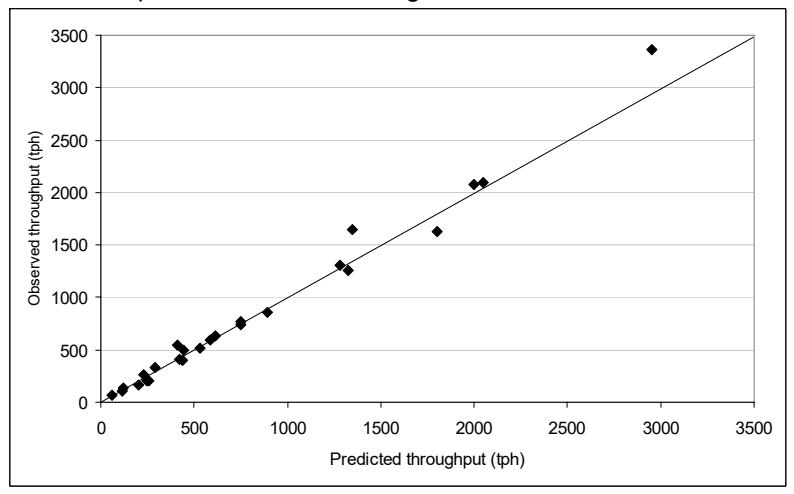
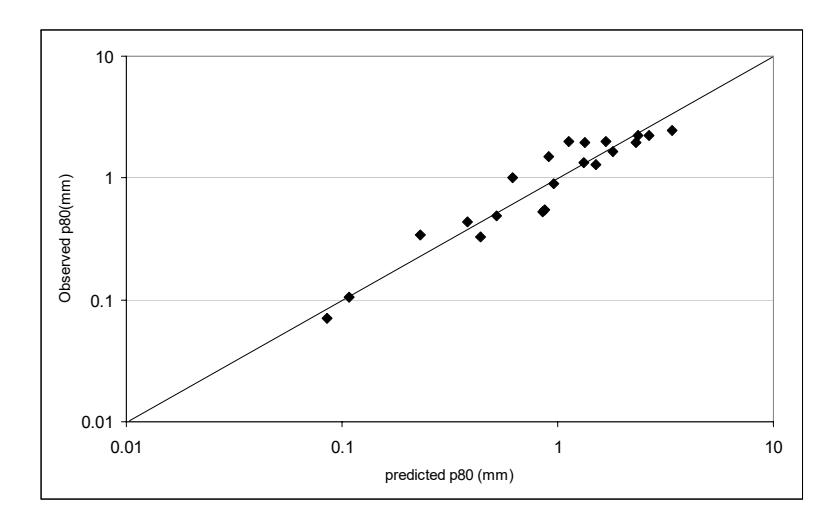
The use of modelling and simulation has become routine in the design and optimisation of AG and SAG mill circuits. One of the most widely used models for this purpose is the so-called "variable rates" model (Morrell and Morrison, 1996). A more up-to-date version has also been developed with enhanced predictive capabilities (Morrell, 2004). This model only uses the JK A and b description of rock breakage and has dispensed with the abrasion breakage parameter – ta. The result is a model which is able to predict throughput and product size with a high degree of accuracy (see Figures 10 and 11).
Apart from being able to predict throughput and power draw of AG/SAG mills, simulation enables a detailed flowsheet to be built up of the comminution circuit response to changes in ore type. It also enables optimisation strategies to be developed to overcome any deleterious changes in circuit performance that are predicted. This is particularly useful during the design stage as the chosen circuit can be tested under a range of conditions to see whether the circuit will meet its production targets. Strategies can then be developed to overcome any potential problems. These can include both changes to how mills are operated eg ball load, speed etc but also changes to feed size
distribution through modification to blasting practices and primary crusher operation – so-called Mine-to-Mill approach. Simulation therefore complements the DWi power-based approach and helps ensure the design is robust. However, where only small diameter drill core (eg NQ or HQ) is available the standard JK drop-weight test requirement of at least 75 kgs of PQ core normally precludes its use. However, the SMC Test can be used to estimate the A and b values very accurately using limited quantities of small diameter core.
The JK drop-weight test parameters, A and b, are ore specific and relate the t10 (the amount of fines produced in a breakage event) to the applied specific energy (Ecs). The equation used by JKTech for describing the relationship between the t10 and Ecs is given in equation 4.
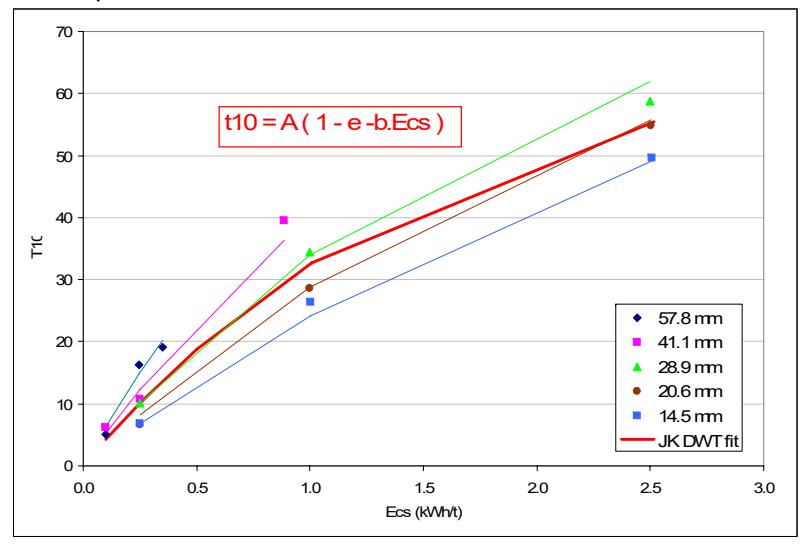
$$ T_{10} = A (1 - e^{-b.Ecs}) $$ (4)
The specific comminution energy (Ecs) has the units kWh/t and is the energy applied during impact breakage. As the impact energy is varied, so does the t10. Higher impact energies produce higher values of t10, which is reflected in products with finer size distributions. The A and b parameters, in conjunction with equation 4, are used in AG/SAG mill modelling for predicting how rocks break inside the mill. From this description the model can predict what the throughput, and product size distribution will be. The values of A and b are determined by fitting equation 1 to the results of a drop-weight test. The test itself breaks rocks from 5 different size fractions, each size fraction being broken using a range of specific energies. The products from breakage of each combination of particle size and energy are sized and the t10 determined. Each size fraction is broken using three energy levels which generate a total of 15 data pairs of Ecs and t10. The raw results
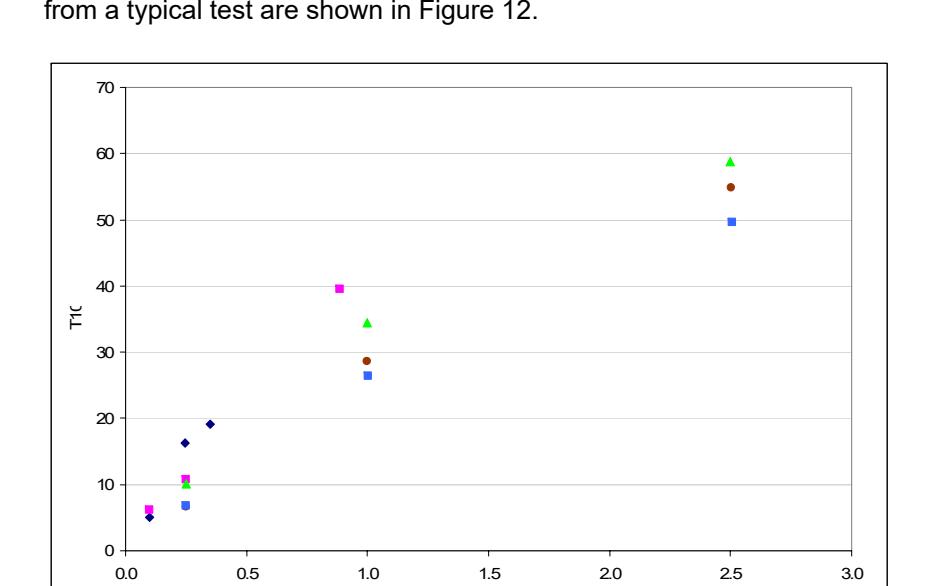
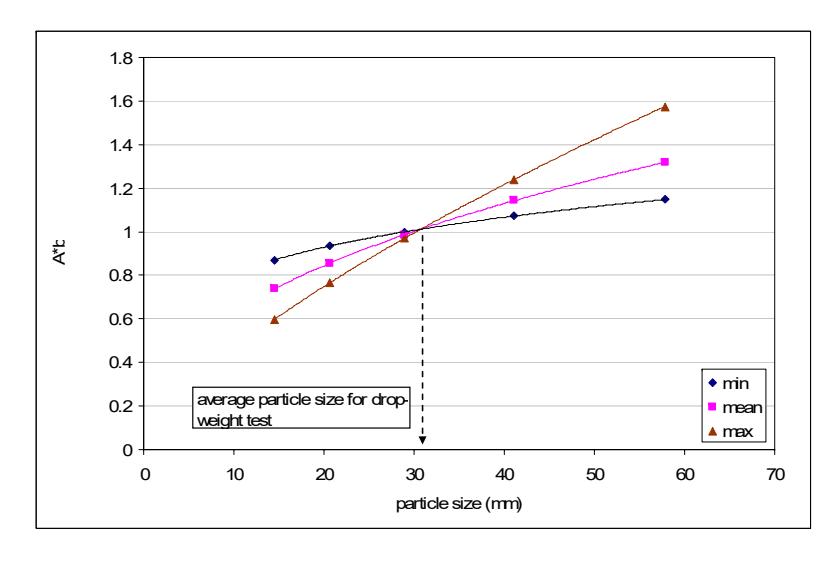
The scatter in the data is obvious and is not due to poor experimental technique but the result of an underlying particle size dependence. This becomes evident when the data are viewed with their particle size labels as in Figure 13. What is apparent from these data is that each particle size has a different relationship between t10 and Ecs and is a natural consequence of the fact that as size decreases particle strength increases. The fitted curve of the JK t10-Ecs equation (4) is also shown in Figure 13, the resultant values of A and b being 70 and 0.62 respectively. Given the size dependence inherent in the data, the single value for A and the single value for b that are obtained from a dropweight test therefore relate to the effective average size of the range of particle sizes tested. This tends to be about 31 mm as seen in Figure 14. These data were derived from the analysis of over 60 drop-weight test results and show the mean and extremes of the relationship between A*b (normalised so that results from different rock types can be easily compared) and the particle size ranges tested in the dropweight tests. The product A*b is widely regarded as being related to the softness of the rock and hence higher values indicate a softer rock and conversely lower values relate to harder rocks. The plots therefore reflect the aforementioned natural relationship of increased strength as particle size decreases. This relationship is not the same for all rocks, though of the 60-plus drop-weight tests so far analysed, 90% fall within a very narrow envelope whose limits are +/- 10% about a mean relationship.
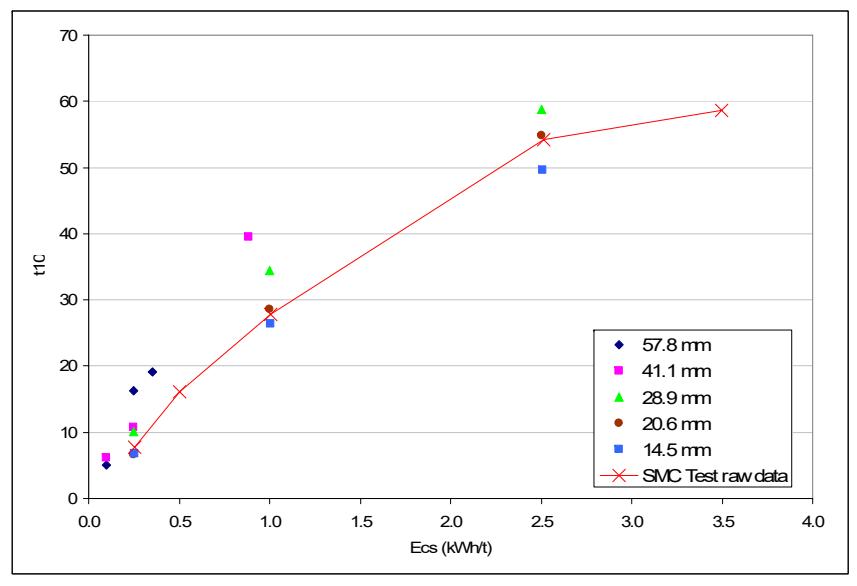
The particle size dependence of A*b and the similarity of this dependence over a very wide range of rock types is utilised in the SMC Test. The SMC Test targets a particular size fraction which is very closely sized to ensure each particle tested is very similar in size and hence mass. The particles are broken using 5 energy levels and the results are used to generate a set of t10-Ecs values. The raw results from an SMC Test on the same ore as shown in Figure 13 are plotted in Figure 15 together with the associated drop-weight test results. The SMC Test targeted a particle size of 19mm and so the results can be seen to be very near to those in the drop-weight test for 20.6mm particles. The SMC Test raw data are then adjusted using a proprietary correlation and the equivalent drop-weight test A and b values are then determined. In this example the resultant A and b values from the SMC Test were 69.5 and 0.65 respectively and closely match the values determined from the full drop weight test (70 and 0.62).
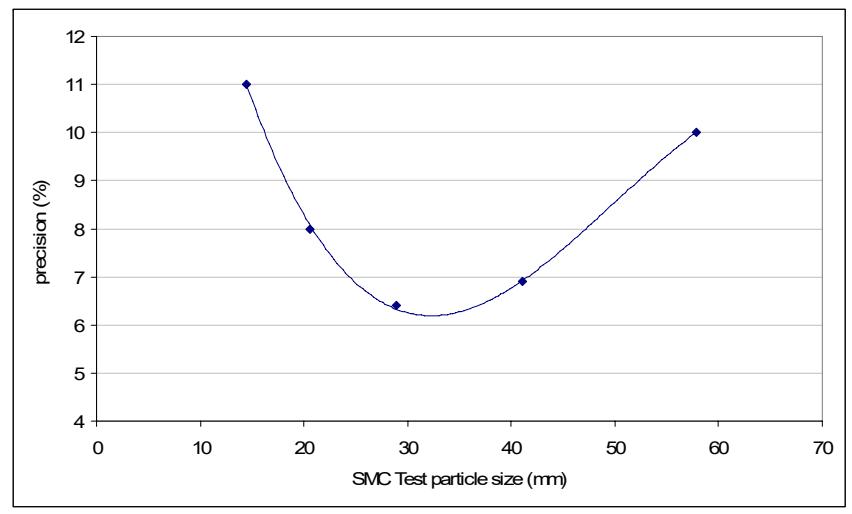
The "Standard" SMC Test – DWT correlations vary with the particle sizes used for the SMC Test and have been developed using data from over 60 different ore types. The precision of these correlations varies with the particle size chosen for the test, the best results coming from the use of particles closest to the mean size of the drop-weight test. This is illustrated in Figure 16, which gives the variation in precision as the SMC Test particle size is changed, the minimum of 6.1% occurring at about 31mm. Hence if an SMC Test is carried out on 31mm particles and the "Standard" correlation is used, the estimated JK A*b value will
be accurate to within 10% at the 90% confidence level (ie 1.64 x 6.1% = 10%). This is identical to the typical 10% accuracy of a full drop-weight test, which in part is a result of scatter in the raw data such as shown in Figure 13 and which makes the precise fitting of a single curve very difficult, ie it is difficult to determine what the "true" values are due to data scatter.
OTHER USES OF THE SMC TEST and DWi
Mine-to-mill
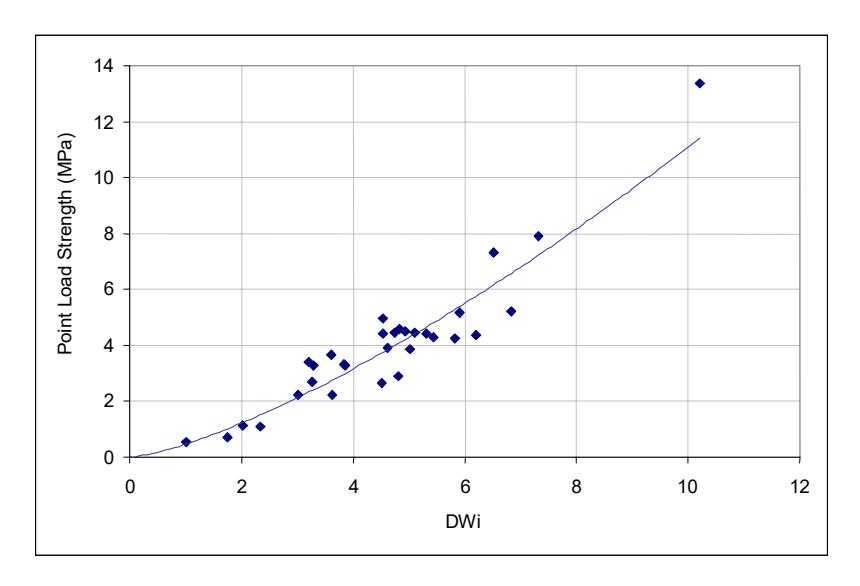
The feed size to AG and SAG mill circuits has been demonstrated to have a significant impact on throughput. Modifying blast design and primary crusher operation can significantly influence AG/SAG mill feed size, hence giving a potentially cost effective way to increase comminution circuit throughput. Trial and error experimentation in this field, however, can be very costly and thus it is usual to rely on blast fragmentation modelling and grinding circuit simulations to determine what the optimum blast design should be. This will vary with ore type and hence it is important not only to have appropriate blast models but also rock breakage descriptions. Blasting models require information on rock mass competence such as provided by the point load strength (Scott et al, 2002). The DWi is correlated with the point load strength (Figure 5) and hence can also be used in blast fragmentation modelling where direct measurements of point load strength are not available. Conversely, where a significant data base of point-load tests is available these can be used to augment the comminution description of the orebody by using the correlation in Figure 5 in reverse.
High Pressure Grinding Rolls
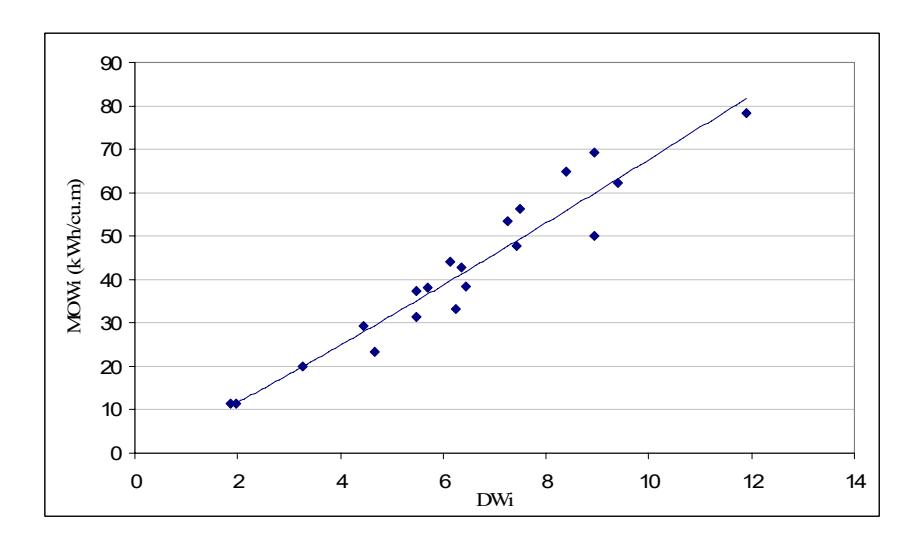
Although HPGR technology has become commonplace in the cement and diamond mining industries and of late has been making significant inroads in the processing of iron ore, it is only recently beginning to make an impact in the gold, platinum and base metals sectors. Interest in the technology is now such that general expectations are that rapidly increasing numbers of HPGR machines are soon likely to find their way into these sectors. Due to the way HPGRs operate, the more established techniques for breakage characterisation that have been developed with tumbling mills in mind, are not applicable for HPGRs. Simulation has helped in this regard, JKSimMet containing a model that has been shown to have good scale-up capabilities (Morrell et al,1997, Daniel and Morrell, 2004). This model needs HPGR data to calibrate it, and although it has been shown that laboratory-scale HPGR results are suitable, separate tests need to be conducted on every different ore type, as the size reduction and throughput parameters of the model are ore dependent. The DWi, at least in part, can bridge this gap as it has been found to be correlated with the operating work index of HPGR's as Figure 17 indicates. The data in this figure have been obtained from 20 different ore types. It is valid for machines operating with a working pressure in the range 2.5-3 N/mm2.
CONCLUSIONS
The SMC Test for rock breakage characterisation has been developed to make use of very small quantities of sample, such as quartered drill core. The test generates a strength index (DWi) which, via modelling and/or power-based techniques, can be used to predict the specific energy of AG and SAG mills. Its applicability for modelling stems from its correlation with the JK rock breakage parameters (A and b). For powerbased calculations an equation has been developed which relates it and operating variables such as feed size, ball load and speed to AG/SAG mill specific energy.
The usefulness of the DWi also extends to rock mass characterisation in mining applications, as it is correlated with the point load index/UCS. It is therefore ideally suited for mine-to-mill studies as it can be simultaneously used as an input to both comminution circuit and blast fragmentation models, where independent point load/UCS measurements are not available.
HPGR operating work indices have also been found to be strongly related to the DWi making it a valuable tool for orebody profiling not only for AG/SAG mill circuits but HPGR ones as well.
REFERENCES
Angove, J.E. and Dunne, R.C., 1997. A Review of Standard Physical Ore Property
Determinations, World Gold Conference, Singapore, 1-3 September.
Daniel, M. J. and S. Morrell. 2004. HPGR model verification and scaleup. Minerals Engineering 17(11-12): 1149-1161.
Hart, S., Valery, W., Clements., Reed, M., Song, M., and Dunne, R., 2001. Optimisation of the Cadia Hill SAG Mill Circuit. Proc. Int. Conf. Autogenous and Semi-autogenous Grinding Technology, vol 1, pp.11-30. Kaya, E. 2001. Evaluation of Bond Grindability Testing. Proc. Int. Conf. Autogenous and Semi-autogenous Grinding Technology, vol 1, pp.339- 347.
Levin, J., 1989. Observation on the Bond Standard Grindability Test, and a Proposal for a Standard Grindability Test for Fine Materials. SAIMM, vol 89, n0.1, pp13-21.
Morrell, S. 1996. Power draw of wet tumbling mills and its relationship to charge dynamics – Part 1: a continuum approach to mathematical modelling of mill power draw. Trans Inst Min Metall, Section C Vol 105, C43-53.
Morrell, S. 1996. Power draw of wet tumbling mills and its relationship to charge dynamics - Part 2: an empirical approach to modelling of mill power draw. Trans Inst Min Metall, Section C, Vol 105, C54-62.
Morrell, S., 2004. An Alternative Energy-Size Relationship To That Proposed By Bond For The Design and Optimisation Of Grinding Circuits. International Journal of Mineral Processing, 74, 133-141.
Morrell, S., 2004. Predicting the Specific Energy of Autogenous and Semi-autogenous Mills from Small Diameter Drill Core Samples. Minerals Engineering, Vol 17/3 pp 447-451.
Morrell, S., Shi, F., Tondo, L.A., 1997, Modelling and Scale-up of High Pressure Grinding Rolls, In the proceedings of the XX International Mineral Processing Congress(IMPC), Aachen, Germany, September 1997.
Morrell, S. and Morrison, R.D. 1996. AG and SAG mill circuit selection and design by simulation, Proc SAG '96, Vancouver, Vol 2 pp769-790. Napier-Munn, T.J., Morrell, S., Morrison, R.D. and Kojovic, T., 1996, Mineral Comminution Circuits Their Operation and Optimisation. JKMRC Monograph Series.
Scott, A., Morrell, S. and Clark, D., 2002. Tracking and Quantifying Value from "Mine to Mill" Improvement. Proc. Value Tracking Symposium, Brisbane, Australia.