")
")

The content on this page was automatically generated from the PDF publication document and may contain errors or inaccuracies. Please refer to the original PDF for the most accurate information.
HPGR APPLICATION IN AUSTRALIA - STATUS AND FUTURE DIRECTIONS
Greg Lane & Mike Daniel
Ausenco Minerals, Australia
Robert Dunne
Newmont Mining, USA
Stephen Morrell
SMCC Pty Ltd, Australia
Dave Maxton
Humboldt Wedag Australia Pty Ltd, Australia
ABSTRACT
The paper examines the current state of HPGR equipment, circuit design and operation, with reference to Australian practice.
HPGR units are installed in four operations, Argyle, Bendigo, Onesteel and Boddington, representing the extremes of capacity and application as well as milestones in process development.
Following a review of the changes in the context of HPGR applications over the last twenty years, developments in circuit design are examined. Issues and opportunities that have arisen include the impact of moisture, voidage and particle size on roll wear; the issues associated with wet screening; the alternatives to using fine screening, i.e., "multi-stage" HPGR circuits, and experiences during commissioning.
Circuit design issues are reviewed in the context of operability, maintainability, capital cost and operating cost.
Finally, future developments and the aspirations for HPGR circuit design are discussed.
STATUS OF TECHNOLOGY
The use of HPGR technology is progressing through a third phase of development in the minerals processing business. The first phase was associated with the development of the concept to commercial scale predominantly for the cement and diamond industries in the late 1980s and early 1990's. The second phase was associated with the initial development of studded surfaces and assessments at industrial scale at Cyprus Sierrita and pilot scale at Boddington and KCGM, for example, in the mid 1990s with parallel development of applications in the iron ore industry. The third phase commenced with the acceptance of the technology for large copper concentrators and smaller gold plants in the early to mid 2000s, with those applications now either in operation or commissioning.
In the Australian context, this development was accompanied by the following:
- • Installation of two HPGRs at Argyle as tertiary crushers in the early 1990s with consequential roll wear issues associated with the bolt on Ni-hard segments.
- • Testing of HPGR for relatively competent ores at pilot scale: Boddington [25]; KCGM [30], and Mt Todd [7], with wear and other reliability issues which resulted in the technology being shelved pending the development of wear resistant systems that would improve availability.
- • Acceptance of the technology developments within the industry and applications processing competent diamond recycle material at Argyle [12, 15], gold/quartz ore at Bendigo [11, 27], iron ore at Onesteel [26] and copper/gold at Boddington [6].
Each cycle has been associated with a wave of enthusiasm associated with the technical advantages of the technology, followed by the realization that further development work is required to make the technology and the associated flowsheet more robust. Morley and Daniel [17] and van de Meer et al. [28] discuss current developments associated with HPGR based flowsheets. Less discussion is provided in the literature regarding the issues associated with HPGR operation.
Suffice to say, the current cycle of HPGR operation has resulted in some issues arising regarding the return of moisture associated with wet screening, wear surface life and some other mechanical issues. By far the most arduous duty is that currently being commissioned at Boddington where the ore is very competent and relatively fines deficient [6].
The expectation of the authors is that enthusiasm for the technology will continue to wax and wane as the technical, cost and operating issues arise and are overcome. This will lead to the establishment of the technology for particular applications (scale and ore characteristics) that SAG milling and other conventional technologies are not particularly suited.
TESTWORK FACILITIES
There are a number of stages of ore assessment that need to be considered when assessing HPGR applications:
- • Benchscale ore assessment and variability tests (as described by Daniel and Bailey, [1]).
- • Initial screening tests to assess ore characteristics and performance.
- • Wear surface assessment tests as carried by vendors to establish their performance warranty provisions and as input to operating cost assessment.
- • Pilot scale performance validation tests to provide data for the vendor (for their in house performance assessment), owner and banker (to provided confidence in the technology) and process engineer (for flowsheet design).
There are five commercial HPGR testwork facilities in Australia (Table 1).
| Location | Machine |
Diameter
(mm) |
Width
(mm) |
Feed F100
(mm) |
|---|---|---|---|---|
| AMMTEC Perth | Koeppern | 1000 | 250 | 32 |
| SGS Perth | Polysius (Smallwal) | 500 | 300 | 15 |
| AMDEL Perth | Polysius (Labwal) | 250 | 100 | 8 |
| JKTech Brisbane | Polysius (Labwal) | 300 | 70 | 10 |
| CSIRO Brisbane | Polysius (Labwal) | 250 | 100 | 8 |
| Gekko, Victoria | Polysius (Labwal) | 250 | 100 | 8 |
SGS Facility
SGS has a Smallwal semi-industrial HPGR unit and test work with this unit allows sizing of an industrial scale HPGR. The unit operates in batch mode at 10 to 25 t/h and is equipped with a variable speed drive, monitoring of feed rate, operating gap, operating pressures, motor power draw and roll speed.
AMMTEC Facility
A Koeppern Machinery Australia Pty Ltd C-frame Pilot HPGR is currently set up at AMMTEC's laboratory in Perth. The machine has a throughput rate of 58 t/h (19.1 rpm) and is fitted with a variable speed drive (0.5 to 1.5 m/s). Each individual test requires a full 200 L drum of crushed ore (~350 kg). A preliminary testwork program nominally requires 4 standard pressure tests, requiring 1.6 tonnes of ore and a comprehensive HPGR program including a wear test (conducted in Germany) may require up to 10 tonnes of ore.
JKTech
The JKTech facility in Brisbane is described on the JKTech website jktech.com.au/Products_ Services/Laboratory-Services/Comminution-Testing/highpressure.htm) and by Daniel and Bailey [1]. The facility and methodology is able to provide a good indication of the variability in performance for feasibility study assessment. The Labwal machine was an early model and has a larger roll diameter than the standard Labwal unit.
OPERATIONS
There are ten HPGR units operating at Australian mine sites:
- • Two in a tertiary crushing (operating in 1990 and 1994) and one in re-crushing (operating since 2002) at Argyle processing kimberlite
- • One at Bendigo processing high quartz gold ore operating since 2005
- • Two at Onesteel processing magnetite ore (operating since 2007), and
- • Four at Boddington processing very competent gold ore (commissioning August 2009).
Table 2 summarises the post 2002 HPGR installations.
| HPGR Circuit | Units | Bendigo |
Argyle
Recrush |
Onesteel | Boddington |
|---|---|---|---|---|---|
| Annual plant throughput | Mtpa | 0.6 | 4.5 | 5.2 | 35 |
| Tonnes per hour | tph | 100 | 850 | 656 | 4,599 |
| Number of HPGR units | Number | 1 | 1 | 2 | 4 |
| Roll diameter | mm | 1000 | 1700 | 1400 | 2400 |
| Roll width | mm | 500 | 1400 | 1400 | 1650 |
| Roll speed | m/s | 0.7 to.1.2 | 0.7 to 2.0 | 1.41 | 2.30 |
|
HPGR unit specific energy
(From pilot scale testwork) |
kWh/t | 1.8 | 1.7 | 1.2 | 2.0 |
| HPGR unit throughput | tph | 100 - 120 | 300-900 | 887 | 2,100 |
|---|---|---|---|---|---|
| HPGR working gap | mm | 25 to 33 | 35 to 40 | 56 | 67-70 |
| M- dot (from pilot scale testwork) | ts/m3h | 211 | 190 | 320 | 230 |
| HPGR recycle | % | 50 to 100 | 60 | 171 | 82 |
| HPGR feed F80 | mm | <20 | 13 | 37 | 37 |
| HPGR product screen undersize P80 | micron | 2,000 | 5,000 | 3,000 | 6,000 |
Argyle Diamond Mine
The Argyle Diamond Mine uses three HPGR units, two Polysius units and a KHD unit, in the diamond treatment circuit. Argyle introduced HPGR technology in 1990 to counter the problem of increased ore hardness of the deeper competent unweathered lamproite (Bond ball mill work index 18 kWh/t and Bond abrasion index 0.60) in the mine and also to increase throughput capacity [8]. The KHD machine was installed in the quaternary crushing circuit in 2002 to increase diamond liberation and recovery by reducing the overall crushed particle size [12].
The two Polysius HPGRs were installed after the secondary cone crushers.The HPGR crushing duty is arduous as there is a large size reduction as well as the occasional inclusion of very large rock (~250 mm) in the feed that causes excessive skewing of the rolls. Nominally, the feed particle size is 80% passing 75 mm and the product has in excess of 30% minus 1 mm. This allowed the overall comminution capacity to be increased from 4.5 Mt/a to in excess of 6 Mt/a.
The first Polysius unit with dimensions of 2.2 m diameter and 1.0 m width had twin 1,200 kW motors with fixed speed drives. The second machine installed in 1994 is of the same dimensions but has twin 1,800 kW motors with variable speed drives [5]. Both units have customised bypass rock boxes in place of the convention cheek plates. The original installed cheek plates had unacceptably high wear and were replaced. The wear surface on the rolls consists of smooth Ni-hard segments. These last around six weeks, treat around 500 kt of ore and the segments wear down by some 150 mm. The time required for a change out is approximately 30 hours. A unique on-line grinding device has been adapted to the back of the rolls to allow for regular grinding of the segments to prevent unacceptable bath tub profiles on the segments.
The KHD unit, with a diameter of 1.7 m and a width of 1.4 m with two 950 kW variable speed motors, is in the quaternary crushing building [15]. The feed to the roller press has a top size of 20 mm and is truncated at 6 mm. The product particle size is 80% passing 8 mm, with 36% passing 1.18 mm. Feed rate is around 800 t/h.
An essential part of the circuit is the removal of tramp metal to protect the HPGR. The system consists of a self-cleaning magnet to remove the majority of magnetic tramp on the conveyor feeding the main HPGR feed bin.
Since 2002, a number of improvements to the wear components and various enhancements to the design of the Stud-plus® stud lining roll surface have increased the service life by approximately 70% from the initial performance. The longer tyre life is notable due to the truncated feed and reports by Klymowsky and Logan [10] that truncated feed increases wear rate.
The new Lateral Stud design, developed (and patented) by KHD HW, has been a great success storey at Argyle also. The use of Lateral Studs has completely eliminated the need to weld at the edge of the rolls during operation [14]. This has further improved the performance, relative to the (intermediate) Edge Segment design referred to by Maxton and van der Meer [14]. Machine downtime specifically due to edge welding was approximately 5% of operating time (prior to the use of the bolt on - intermediate design - edge segments) has been eliminated by using the new Lateral Stud design in place.
The HPGR operating cost, directly related to the wear consumables supplied by HWA, has reduced (on a dollar per tonne basis) over the past seven years [16]. During the same time period labour and materials prices have increased substantially.
Boddington Gold Mine Expansion Project
Gold production at the Boddington Gold Mine (BGM) in Western Australia commenced in late 1987 and oxide reserves provided a mine life of 14 years [6]. In the early 1990's work commenced on evaluating the viability of treating the large low grade gold-copper primary resource situated beneath the oxide cap. The primary ore is a combination of competent diorite and andesite with typical Bond ball mill work indices between 14 to 17 kWh/t, Bond rod mill work indices between 21 to 26 kWh/t, unconfined compressive strengths between 150 to 200 MPa and a Bond abrasion indices between 0.5 to 0.7.
Over the next 15 years a number of pre feasibility and feasibility studies were undertaken [5, 6, 25] that included extensive SAG milling and HPGR pilot plant campaigns for flowsheet assessments [25, 29] as well as extensive diamond drilling and the purchase of the adjacent Hedges Gold Mine to increase the size of the resource.
Approval to proceed with detailed engineering and construction was given by the joint venture partners Newmont Mining and AngloAshati Gold in February 2006. Construction started in 2007 and commissioning of the treatment plant commenced in July 2009. In February 2009 Newmont purchased AngloAshati's share of Boddington.
The Boddington comminution flowsheet comprises a primary crushing section, closed circuit secondary and tertiary crushing (with HPGR in the tertiary stage), ball milling and hydrocyclone classification. Nominal treatment rate is 35 Mt/a.
Primary crushing is carried out in two 60" x 113" gyratory crushers located at the edge of the mine. The crushed product (nominal P80 of 150 mm) is conveyed approximately 2.5 km to the coarse ore stockpile located at the plant facility. The stockpile is designed to hold approximately 200,000 tonnes of ore. The secondary crushing circuit comprises five MP1000 cone crushers in closed circuit with vibrating single deck screens with slotted appertures to produce a size product size of less than 50 mm for the HPGR. Screen oversize reports back to the secondary crushers and undersize reports to the HPGR.
The four HPGR's each of 2.4 m diameter and 1.65 m width and fitted with twin 2.8 MW variable speed drives, further reduce the secondary crushed ore to below 11 mm (Figure 1). The HPGR product is conveyed to a fine ore bin that is designed to hold up to 4 hours live surge capacity ahead of milling. The feed to ball milling is wet screened to remove HPGR oversize (edge material), with the screen oversize returning to the HPGR for further comminution. Screen undersize (minus 11 mm) is fed to hydrocyclones for classification and the cyclone underflow reground to the final primary grind size of 80% passing 150 micron.

Bendigo
The design, commissioning and early operation of the Bendigo HPGR is discussed by Lane [11] and Pyke et al. [27]. The 100 t/h Koeppern Machinery Australian (KMA) unit was selected to provide a fine crushed feed (< 4 mm) to a gravity gold circuit prior to ball milling. The gold is particularly coarse and the gravity circuit recovers more than 75% of the gold in feed. The circuit was commissioned in third quarter 2006.
Higher than expected wear of Hexadur® tyre surface was observed during the initial period of operation [27]. The problems with wear are attributed to the following:
- • Initial operation with the 2 mm cut point re-cycle screen caused excessive amounts of water carry back to the HPGR.
- • The original set up of process control loops put undue stress on the lining and accelerated the wear – in early September the automatic process control system was activated and improved wear lining performance is expected.
- • Underestimate of the abrasive nature of the Bendigo ore.
The Bendigo plant shut down shortly after commissioning due to mining issues. It restarted in 2008 treating feed will high levels of quartz and role surface wears rates are still being resolved.
OneSteel
OneSteel installed two KMA 1.4 m diameter x 1.4 m wide machines with Hexadur® surfaces which were commissioned in June 2007 [26]. High wear rates of the Hexadur® resulted in a move to a studded roll surface.
Magnetite ore is treated the rate of 650 t/h split between two lines. The HPGR product is wet screened at 3 mm and the oversize returned to the HPGR while the material finer is subjected to wet magnetic separation. Non magnetics are rejected directly to tails while the concentrate is re-screened on the 700 µm aperture rougher magnetic separator screens with the undersize passing to the ball mill circuit and the oversize recycled to the HPGR.
HPGR MODELLING
Until recently predicting HPGR performance has necessitated at least laboratory-scale HPGR testwork and preferably pilot-scale. The results have then either been used with equipment manufacturers' proprietary scale-up factors or modelling/simulation has been employed using JKSimMet [2, 3, 21, 24]. Multi-pass HPGR circuit concepts [4] and emerging tests results [9] are now avaliable, and provide significant modelling challenges. The challenges are primarily associated with energy efficiency, ore competency and the assessment of the multi-pass circuit concept when as compared with conventional circuit designs.
The development of modelling and simulation of HPGR unit processes and circuits has developed in parallel with the plant applications described above. The proven unit process models are frequently used in simulations where SAG vs HPGR trade off studies have been completed. The trade off studies assess the benefits of the technology where secondary and HPGR crushing effectively replaces the relatively energy in-efficient SAG mill. These studies require comprehensive ore property data as well as the robust process models including models that describe, crushing, screening and and ball milling. JKSim-Met can be used for this type of analysis, which typically require the following steps.
- • Review historical data and new test work data.
- • Review ore property data.
- • Prepare data to suit JKSimMet.
- • Develop HPGR model describing throughput, specific energy and product size distribution
- • Develop JKSimMet circuit models including re-circulating loads, screening, ball milling and secondary crushing.
- • Mass balance, model fit and simulate where necessary.
- • Simulate alternative circuit options/scenarios including energy comparisons with SAG based circuits.
Key HPGR pilot and lab test performance data required for the above are:
- • Specific throughput, ts/m3 h
- • Specific energy, kWh/t
- • Feed and product size distributions
- • Recirculating loads and closing screen, and
- • Roll wear rate.
Formal specific thoughput and specific energy discussions follow. However, product size distributions, recirculating loads and total HPGR circuit specific energies are determined from pilot trials and/or modelling and simulation. These important aspects of overall circuit design are often overlooked by the vendors, as the process guarantees are generally only associated with attaining HPGR throughput capacity, whereas the circuit design, including the sizing of the ball mill relies on a detailed description of the product size distribution resulting from the HPGR in closed circuit with a screen. Thes aspect are discussed by Morley and Daniel [17] in this conference.
Specific Throughput
The volume of material that an HPGR can process is defined in the main by the machine diameter, width and speed, with secondary influence due to the compressability of the material. For a typical feed, the specific throughput is approximately 230 ts/m3 h, as a convenient scalable parameter for modelling and simulation.
The specific throughput is a function of the ore bulk density, product density, pressing force and moisture content. The formal definition of the specific throughput, also commonly known as the m-dot, can be found in many HPGR vendor related publications.
Specific Energy
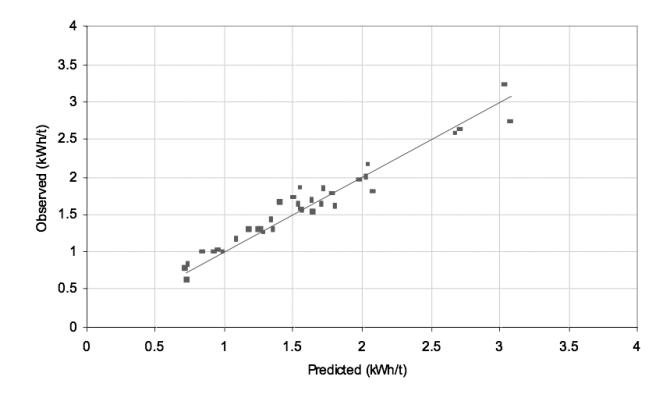
At the prefeasibility stage laboratory/pilot-scale HPGR tests are often not possible due to ore sample constraints. To rectify these limitations an HPGR ore hardness parameter has been developed [19, 20] for use with the power-based equation given below [18].
$$ W_{h} = S_{h} K_{3} M_{ih} 4 (x_{2} f^{(x_{2})} - x_{1} f^{(x_{1})}) $$ (1)
Where:
Sh = 35.(x1.x2)-0.2
Wh = specific energy for HPGRs
Mih = HPGR ore work index and is provided directly by SMC Test®
K3 = 1.0 for all HPGRs operating in closed circuit with a classifying screen. If the HPGR is in open circuit, K3 takes the value of 1.19
x1 = P80 in microns of the circuit feed
x2 = P80 in microns of the circuit product
f (x j ) = -(0.295 + x j /1000000).
The equation has been validated using a wide range of data from HPGR laboratory-scale, pilot-scale and full-scale plant data. The resultant accuracy is demonstrated in Figure 2. The HPGR ore hardness parameter, Mih , is determined from the results of the SMC Test® [19] and is generated as part of the standard output when such a test is done. The same test also produces the equivalent hardness parameters for conventional crushers and AG/SAG mills, hence obviating the need for separate (expensive) tests for each type of equipment. Not only can this approach be used in design situations to compare HPGR circuit energy efficiency with conventional crushing/grinding and AG/SAG circuits, but can also be employed for geometallurgical modelling (orebody profiling) of existing circuits as the SMC Test® can be used with small diameter drill core.
Wear Prediction
Reliable data on wear of HPGR rolls, particularly in full-scale operations, is not readily available and hence progress on developing accurate wear models has been slow. Vendors use various tests to determine the tyre wear rate. Broadly speaking, wear rate is a function of moisture content, quartz-like material content and energy input. Practioners are reliant on vendor advice when assessing the pros and cons of HPGR technology until further plant data becomes widely known.
Logically, the wear rate is a function of the contact area between ore and wear surface, the differential in the velocity of the ore and wear surface, the abrasiveness of the ore and the energy input across the contact zone.
FUTURE DIRECTIONS
All projects in Australia that have commissioned using non-stud wear surfaces have experienced roll wear issues and not achieved expected wear surface life. The success of the Polysius Fat Boy studs being used at Boddington is yet to be determined. The KHD studded rolls at Argyle achieved target outcomes and now exceed the original wear life expectations despite being fed with a truncated feed size distribution (increases voidage in the feed zone and can accelerate wear).
The HPGR circuits in operation have indicated that the following operating scenarios result in longer tyre life:
- 1. Finer feed
- 2. Constant speed
- 3. Choke feed
- 4. Even presentation of material (no segregation)
- 5. No tramp metal
- 6. Low operating pressures
- 7. Low roll speeds.
Conversely, the poor tyre life and lower availability can be expected if the feed is coarser (and particularly when coarser than the operating gap), the rolls speed is varied constantly, the rolls are not choke feed or the feed is segregated, tramp metal protection is not perfect and the rolls operate at higher pressing forces and higher rolls speeds.
At present, feed preparation is of paramount importance in maximising HPGR availability. Thus, efforts to simplify the current layouts used for HPGR based circuits using open circuit secondary crushing, reduced emphasis on screening and reduce circuit complexity present a real dilemma for the vendor, engineer and operator. On paper, the use of open circuit crushing makes the secondary crushing stage simpler and cheaper but will result in a coarser top end feed to the HPGR and reduce roll life.
At the discharge end of the HPGR there is some flexibility. The top size that can be fed to the next stage of comminution depends on the competence of the ore. As HPGRs find their application with competent ores, a ball mill's capability to grind coarse ball mill feed is limited and this has necessitated closed circuit screening (typically wet screening to reduce dust and materials handling issues). Unfortunately, wet screening of HPGR discharge increases the moisture in the HPGR feed due to the water in the recycle stream and this has resulted in accelerated wear. As a consequence, flowsheets with no screening have been reconsidered where the HPGR operates in open circuit with the potential to recycle ball mills scats (lower moisture than screen oversize due to reduced surface area) to the HPGR feed after steel scat removal.
Daniel [4] has proposed the use of multistage HPGR units to maximise the size reduction in the HPGR process. This approach is more capital intensive but may result in improved comminution circuit efficiency. Designs have been developed to concept level for a least one copper concentrator in Australia by Ausenco.
REFERENCES
- Daniel, M. & Bailey, C. (2009) Uses and Benefits of Laboratory-Scale HPGR Tests , Procemin 09, Santiago, Chile. [1]
- Daniel, M. J. (2002) HPGR Model verification and scale up, Masters Thesis , University of Queensland, Australia. [2]
- Daniel, M. J. & Morrell, S. (2004) HPGR Model Verification and Scale-Up, Elsevier, Minerals Engineering 17 (2004) 1149-1161, May (2004). [3]
- Daniel, M. J. (2007) Tripple pass HPGR circuit concept, CSRP'07 Delivering Sustainable Solutions to the Minerals and Metals Industries . Produced by CENTRE FOR SUSTAINABLE RESOURCE PROCESSING, 26 Dick Perry Avenue, Kensington WA 6152 Australia, 1st annual conference, 21 November 2007, Melbourne, Victoria, Australia. [4]
- Dunne, R., Maxton, D., Morrell, S. & Lane, S. (2004) High Pressure Grinding Rolls The Australian Experience . SME Annual Conference, Feb. Denver. [5]
- Dunne, R., Hart, S., Parker, B. & Veillette. (2007) Boddington Gold Mine An Example of Sustaining Gold Production for 30 Years , Proceedings World Gold Conference, October, Cairns. [6]
- Grier, M. F. (1992). The selection of High Pressure Grinding Rolls and the Design of the Mt Todd Comminution Circuit . Randol Gold Forum 92, Vancouver, Canada, pp. 109-113. [7]
- Hutton, W. A. (1994) "Continuous Improvement Adds Value to Argyle Diamond Mine's Process Plant". Australian Journal of Mining , November. [8]
- Hilden, M. & Powell, M. (2008) CSRP'08 Delivering Sustainable Solutions to the Minerals and Metals Industries . Produced by CENTRE FOR SUSTAINABLE RESOURCE PROCESSING, 26 Dick Perry Avenue, Kensington WA 6152 Australia, 2nd annual conference, 18 – 19 November 2008, Brisbane, Queensland, Australia. [9]
- Klymowsky, I. B. & Logan, T. C. (2005) H IGH PRESSURE GRINDING OF GOLD ORE HPGR Demonstration at Newmont's Lone Tree Mine , CMP 2005, Ottawa, CANADA January 18- 20, 2005. [10]
- Lane, G. (2005) Maximising Gold Recovery, Application of HPGR at Bendigo , Randol Conference, Perth. [11]
- Maxton, D., Morley, C. & Bearman. R. (2002) Recrusch HPRC Project-The Benefits of High Pressure Rolls Crushing , Proceedings Crushing and Grinding Conference, Oct., Kalgoorlie. [12]
- Maxton, D., Morley, C. & Bearman, R. (2003) A Quantification of the Benefits of High Pressure Rolls Crushing in an Operating Environment. Minerals Engineering, Vol 16, Issue 9. [13]
- Maxton, D., & Van der Meer, F. (2005) KHD Humboldt Wedag High Pressure Grinding Rolls-Developments for Mineral Applications, Proceedings Randol Perth Forum, Aug., Perth. [14]
- Maxton, D., Van der Meer. & Gruendken, F . (2006) KHD Humboldt Wedag-150 Years of Innovation, New Developments for the KHD Roller Press , Proceedings International Autogenous and Semiautogenous Grinding Technology 2006, Sep., Vancouver. [15]
- Maxton, D. (2009) Private communication . [16]
- Morley, C. & Daniel, M . (2009) HPGR Flowsheets Next Generation, Procemin 09, Santiago. [17]
- Morrell, S. (2004) An Alternative Energy-Size Relationship To That Proposed By Bond For The Design and Optimisation Of Grinding Circuits. International Journal of Mineral Processing, 74, pp. 133-141. [18]
- Morrell, S. (2006) R ock Characterisation for High Pressure Grinding Rolls Circuit Design , Proc International Autogenous and Semi Autogenous Grinding Technology,Vancouver, vol IV pp. 267-278. [19]
- Morrell, S. (2009) Predicting the Overall Specific Energy Requirement of Crushing, High Pressure Grinding Roll and Tumbling Mill Circuits . Minerals Engineering, (14 February 2009). [20]
- Morrell, S., Shi, F. & Tondo, L. A. (1997) Modelling and Scale up of High Pressure Grinding Rolls . Proc XX IMPC, Aachen, pp. 129-140. [21]
- Morrell, S., Lim, W. I. L., Tondo, L. A. & David, D . (1996) Modelling the high pressure grinding rolls , Mining technology conference, pp. 169-176. [22]
- Morrell, S., Shi, F. & Tondo, L. A. (1997). Modelling and Scale-up of High Pressure Grinding Rolls . In the proceedings of the XX International Mineral Processing Congress(IMPC), Aachen, Germany, September 1997. [23]
- Tondo, L.A. (1997) Phenomenological Modelling of a High Pressure Grinding Roll Mill, MSc Thesis , Julius Kruttschnitt Mineral Research Centre, Department of Mining and Metallurgical Engineering, University of Queensland. [24]
- Parker, B., Rowe, P., Lane, G. & Morrell, S . (2001) The Decision to Opt for High Pressure Grinding Rolls for the Boddington Expansion . Proc International Autogenous and Semi Autogenous Grinding Technology,Vancouver, Vol III. pp. 93-106. [25]
- Povey, B. (2009) The Use of High Pressure Grinding Rolls for Crushing Magnetite Iron Ore Conference , Perth, WA, July. pp. 27-29. [26]
- Pyke, P., Johansen G., English, D., Lane, G. & Hayward. T. Application of HPGR Technology in Processing Gold Ore in Australia . SAG 2006 Conference, Department of Mining Engineering, UBC, pp. IV-80. [27]
- Van de Meer, F., Gruendekn, A. & Matthies, E. (2008) Flowsheet Considerations for Optimal Use of High Pressure Grinding Rolls , Comminution '08, Falmouth, Cornwall, June, pp. 17-18. [28]
- Seidel, J., Logan, T.C., LeVier. M. & Veillette. G. (2006) Case Study-Investigations of HPGR Suitability for Two Copper/Gold Prospects . Proceedings International Autogenous and Semiautogenous Grinding Technology 2006, Sep., Vancouver. [29]
- Watson, S. & Brooks, M. (1994) KCGM Evaluation of High Pressure Grinding Roll Technology . Fifth Mill Operators' Conference, Roxby Downs SA, pp. 69-83. [30]
http://www.amped.net.au/ProjMag01.jpg. [31]
http://www.promet.com.au. [32]