")
")

The content on this page was automatically generated from the PDF publication document and may contain errors or inaccuracies. Please refer to the original PDF for the most accurate information.
INCREASING PROFITABILITY THROUGH INTEGRATION OF BLASTING AND COMMINUTION EFFORT
S.Morrell
1. INTRODUCTION
The Mine to Mill concept, as it has become known by, is a philosophy which is being increasingly embraced by mining companies which are committed to increasing their profitability through better integration and global optimisation of their mining and processing operations. The potential improvements that can be made are considerable, at least two major mining companies recently reporting in keynote addresses (Pease et al, 1998; Johnston and Simkus, 1998) that profitability had increased by US$35,000,000 per annum through the adoption of mine-to-mill principles. This paper describes some of the research that is being conducted by the JKMRC and the experience that it has gained in this area.
2. THE MINE-MILL PHILOSOPHY
Both mining and processing operations involve a variety of steps, each with their own attributes and own requirements for optimum efficiency. However, in some cases the conditions that are required to optimise one of these steps are counterproductive for the achievement of optimisation in another. As a result a strategy of locally optimising each step may not achieve the best overall performance. An approach is therefore warranted in which conditions for each step are varied so as to achieve global optimisation. The number of steps, their complexity and interactions in most mining/processing operations make trial-and-error attempts at achieving this difficult and costly to carry out. However, modelling and simulation offer a far more cost-effective and rapid route to the achievement of a successful outcome, whether this outcome is increased revenue from a higher iron ore lump:fines ratio, increased milling rates or a new dump/heap leach size distribution which enhances the recovery of valuables.
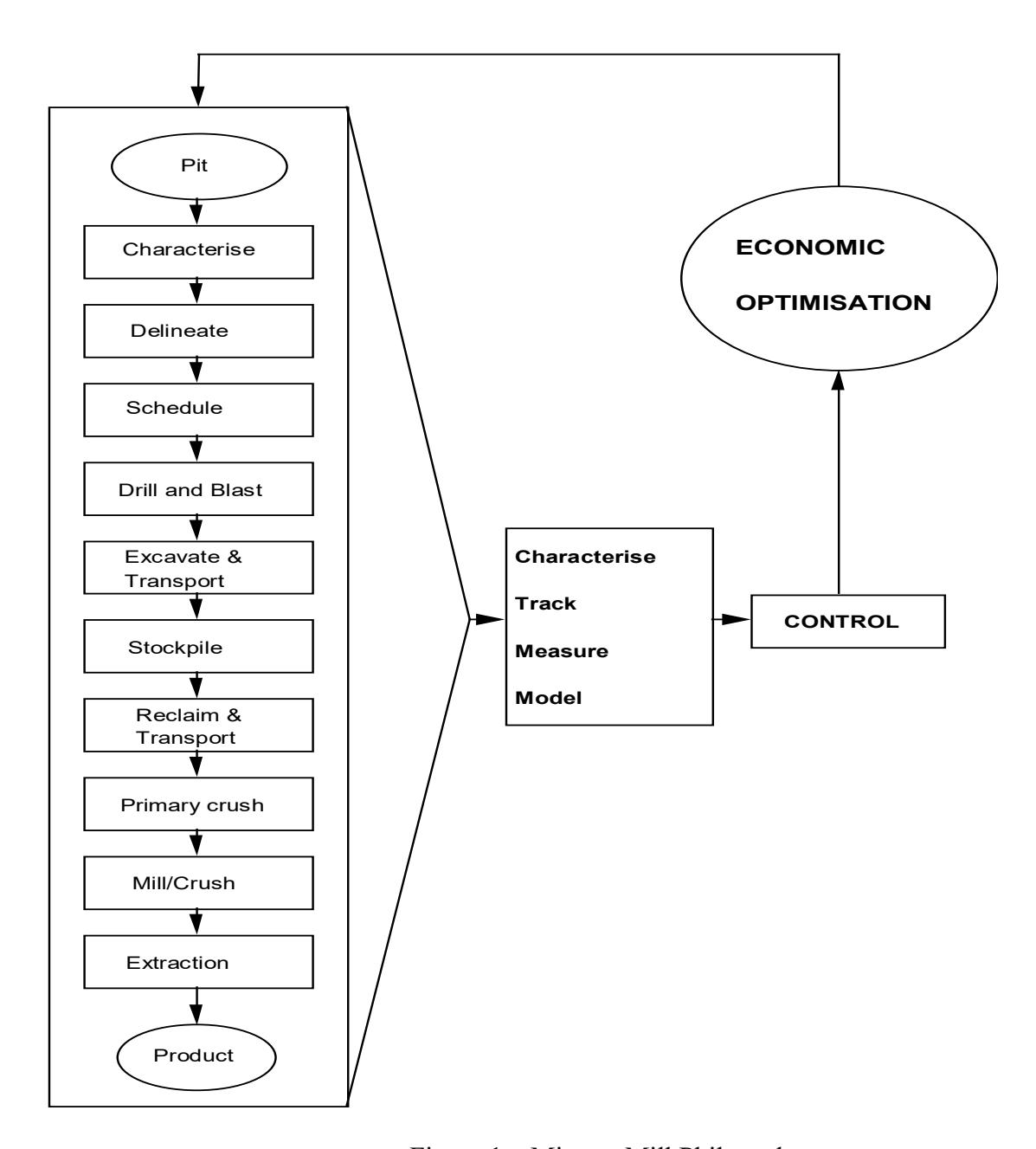
Initially the most important steps in the mining/processing route have to be identified after which they can be modelled. A schematic of the major steps is shown in Figure 1 in the context of an algorithm that reflects the Mine to Mill concept of optimisation through global control of all the relevant steps. Effective control is then made possible by:
- characterisation of appropriate in-situ ore properties,
- modelling and simulation of the performance of each step,
- simulation of the conditions to achieve overall optimum performance,
- implementation of a strategy to achieve optimum performance and,
- the on-line tracking and measurement of the ore and its properties throughout the various processes.
The JKMRC has made major inroads in at least two of the key areas involved in this process viz. blast fragmentation modelling and on-line size distribution measurement. This has lead to the development of blasting models which for the first time are able to predict the finer end (-50mm) of the ROM size distribution and its relationship to blast design and explosive type. Experience has shown that this part of the distribution has a significant influence on subsequent comminution stages and can be manipulated by changing blast design to significantly improve performance.
3. MODELLING
3.1 The Blasting Process
The JKMRC has considerable experience in the monitoring, analysis and modelling of both mining and mineral beneficiation processes. Recent work has targeted the improved coordination of blasting and subsequent mining and processing operations (Scott & McKee 1994, Kojovic et al. 1995). Examples of the inter-dependence of these operations were provided in several papers presented to the AusIMM EXPLO 95 conference in Brisbane in September 1995 on this very theme.
Scott et al (1993) reviewed the history and status of blast fragmentation modelling. Fragmentation models have followed one of two paths. Fundamental models based on the fracture mechanics of simpler materials have been developed to study the initiation, extension and multiplication of fractures in rock. These models have provided considerable insight into the basic mechanisms but do not adequately deal with the complexity of the problem on the scale of mine blasts. The other path that has been followed involves the development of empirical descriptions of 'cause and effect' to provide estimates of the outcome of blasts under similar conditions to those from which a result is already known. Work at the JKMRC has followed both of these paths, with most practical results deriving from empirical and semi-empirical approaches.
Grouhel (1992) developed an explosive selection tool which contains fragmentation and muckpile shape prediction models. The fragmentation prediction is based on a development of the Kuz-Ram model proposed by Cunningham (1983, 1987) and influenced by Lilly (1986). The in-situ and post blast muckpile fragment size distributions and data describing rock and explosives properties are acquired from a trial blast. The model can then predict the resulting size distribution from different blast designs in the same material based on the 50% passing size and the slope of the Rosin Rammler plot of the distribution.
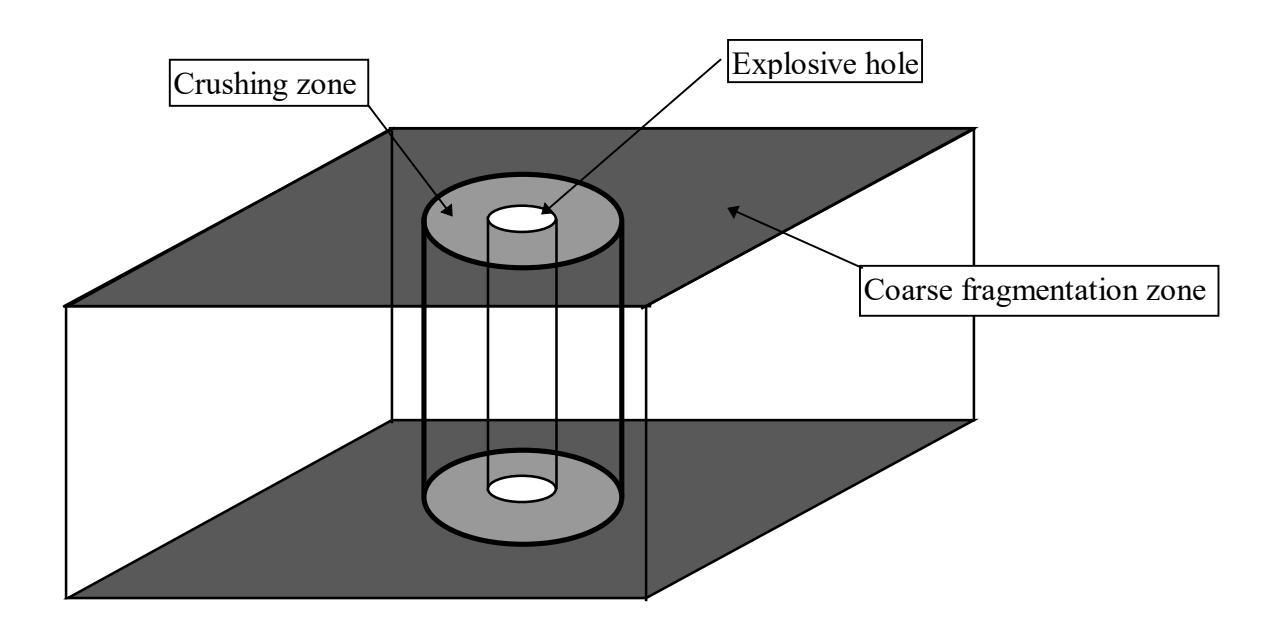
Grouhel's model has proved successful for the estimation of the coarse end of the fragment size distribution. The generation of fines arises from different breakage mechanisms and thus does not strictly follow the Rosin-Rammler description. The JKMRC has therefore developed two techniques for modelling the fine end of the distribution. The first of these is based on the controlled blasting of 200 mm diameter drill core in the JKMRC's blasting chamber. This approach is a development of work undertaken by Stagg et al (1992) at the USBM to study the generation of fines in blasting. In the second approach the fines content of the rom is assumed to derive from the intense action of the explosive immediately adjacent to the blast hole giving rise to a so-called crushing zone (Sarma, 1994). The extent of this zone is determined from the radial distribution of the borehole pressure as modelled by Jaeger and Cook (Jaeger and Cook, 1979). A cylinder of rock around each hole is therefore defined within which crushing takes place (Figure 2).
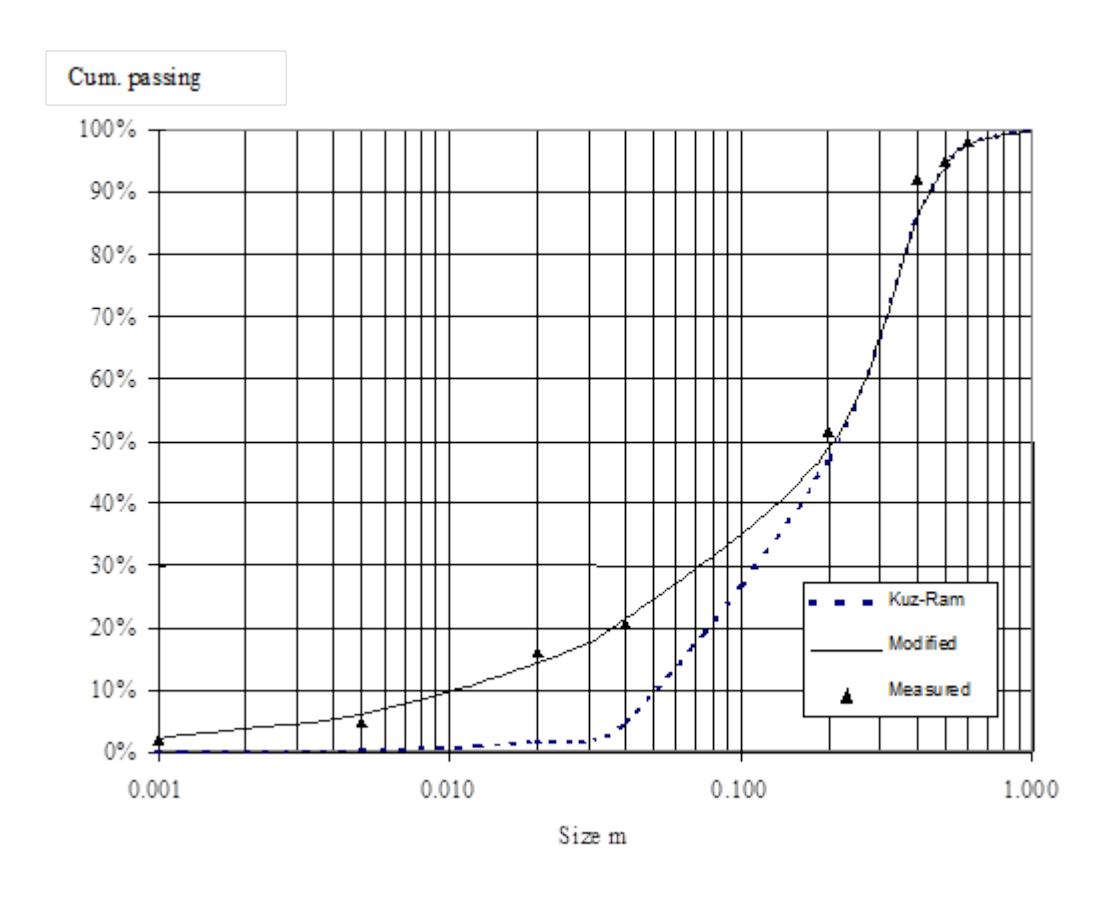
In earlier JKMRC work there was considerable success in applying these approaches to correctly predict the ROM size distribution from mining operations. The results were then used as input to the existing and well-proven comminution simulator (JKSimMet) to correctly predict final product size (Kojovic et al, 1995). An example of the observed and predicted size distributions using one of these approaches is shown in Figure 3 for a quarry application.
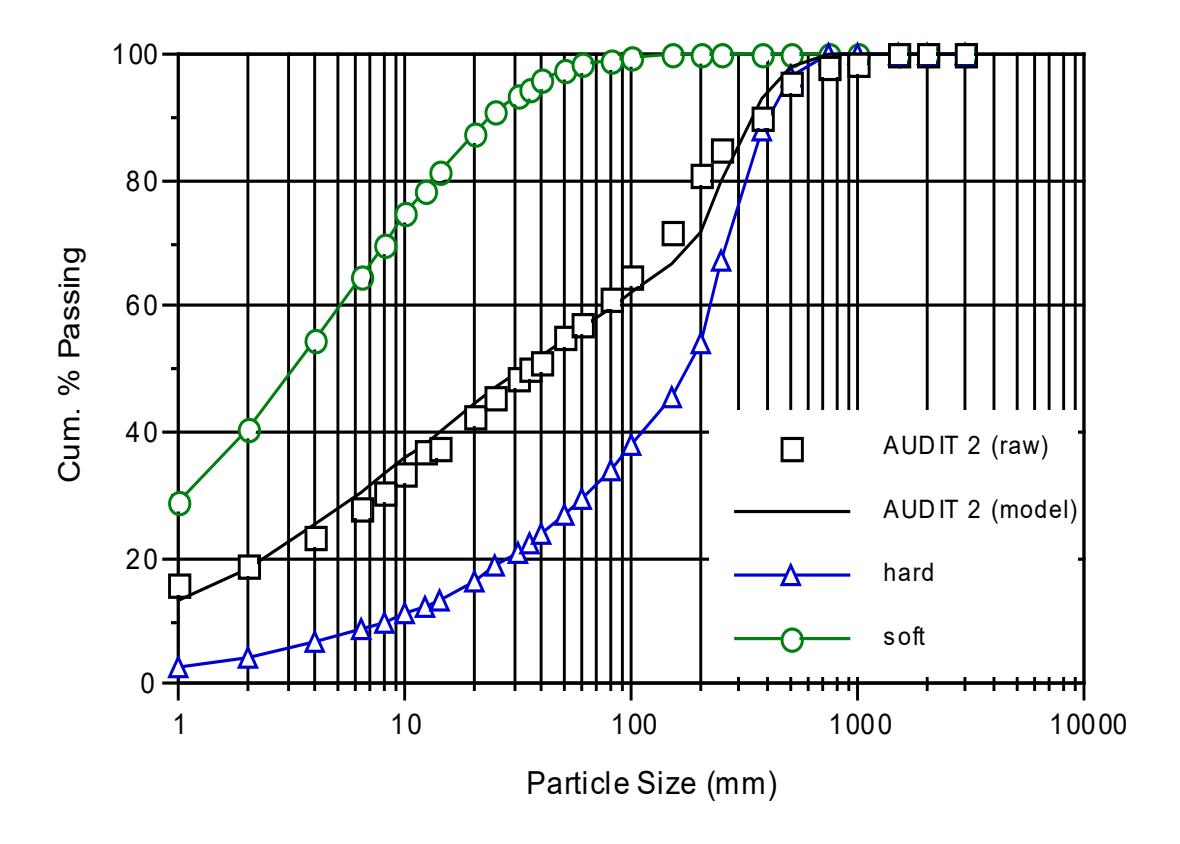
The recent findings from the AMIRA D483 project that the JKMRC has undertaken indicated that although these approaches can give good results for relatively hard and homogenous ore bodies, in the case of softer heterogenous deposits they require modification. This has lead to the development of an approach in which the different rock components are treated separately and in the case of very soft rock types a new blast modelling approach has been developed. Similarly the comminution models also handle the size reduction of each rock type independently. Study of how different rock types in a comminution plant feed behave has also lead to the development of an energy based degradation model, which describes the effect of handling on size reduction. This is particularly important in the case of very friable rock types such as those that are often found in Marra Mamba iron ore deposits (Kojovic et al, 1998). An example of the observed and predicted size distributions using this new approach is shown in Figure 4 for the blasting and comminution of a Marra Mamba ore.
Further evaluation and refinement of particular aspects of the blasting models is continuing through the AMIRA D483a project. These relate to the treatment of softer ore types and the definition of the zone in which the crushing action of the explosive takes place, as well as the size distribution of the fragmented material within it. Development of the use of the blasting chamber and improvements in the prediction of the blast conditions adjacent to the bore holes are seen as being critical to advancements in these areas.
3.2 COMMINUTION
3.2.1 Primary Crushing
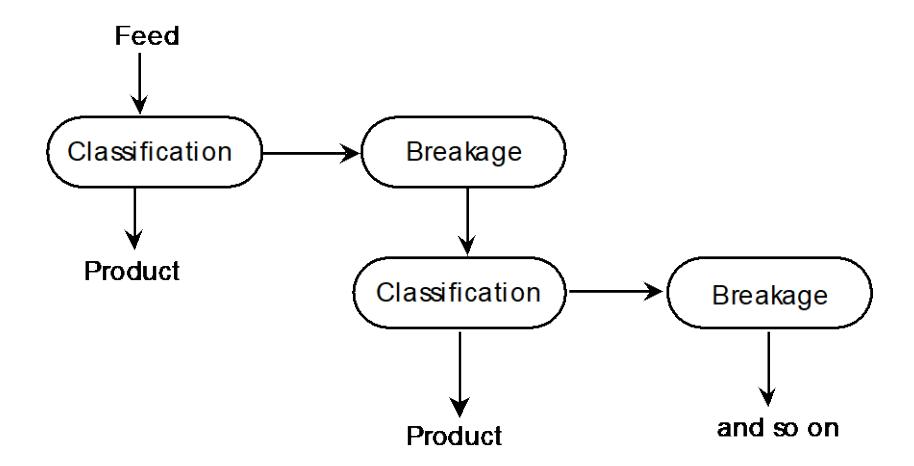
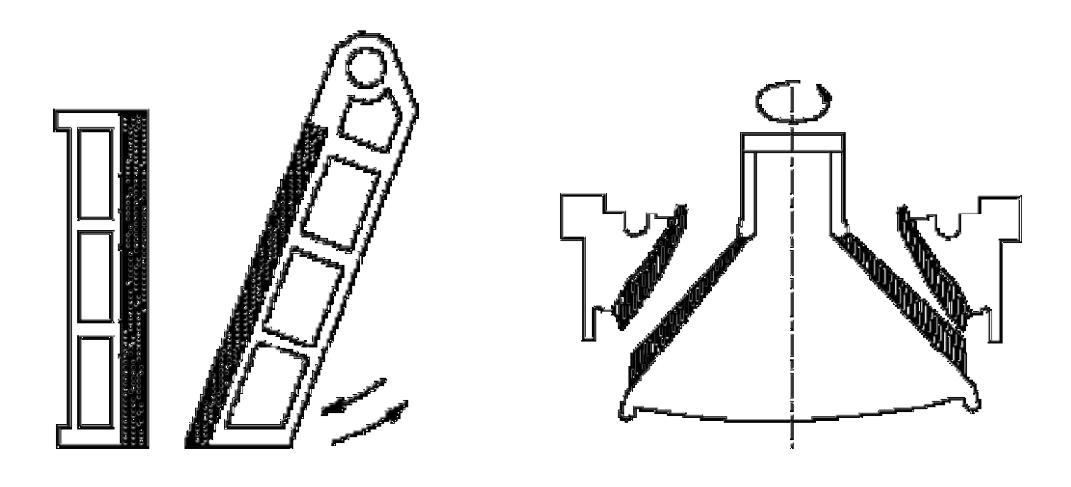
The model used is that developed by Whiten (1974) and subsequently modified by Andersen (1988). Conceptually it is described in Figure 5 and, given that the crushing action of jaw and gyratory crushers is similar (Figure 6), can be used for both devices. Feed is considered to undergo a series of breakage and classification stages as it passes down the crushing chamber, reducing in size as it does so. Each breakage stage is assumed to produce the same geometric size reduction. This is modelled through the use of the T10 parameter which in turn is related to the product size distribution resulting from breakage. The relationship between T10 and the breakage size distribution is determined experimentally by breaking representative rock specimens using the JKMRC's drop-weight tester.
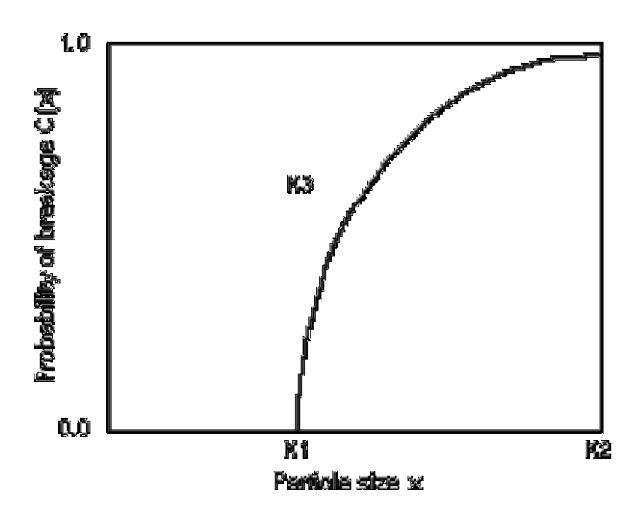
Classification in the chamber of the crusher is controlled by the open and closed side setting. If the rock is larger than the open side setting (oss) then it will remain in the chamber and be broken. Conversely if the rock is smaller than the closed side setting (css) it will fall out of the chamber and not be crushed any further. For rocks which are in between the css and oss in size a probability exists from them to either remain or pass out of the crusher. This probability (classification) function has a shape similar to that shown in Figure 7. It is described by 3 parameters - K1, K2, K3, where K1 and K2 ideally should equal the css and oss respectively and K3 describes the shape of the curve.
3.2.2 Autogenous and Semi Autogenous Milling
The most recent version of the ag/sag mill model is based on that originally developed by Leung (1987). This has been subsequently modified to incorporate the effect of ball load, feed size and speed (Morrell and Morrison, 1996) as well as the effects of grate design (Morrell and Stephenson, 1996). In addition a power draw model was also added (Morrell, 1996a, 1996b). Conceptually the model is represented in Figure 8.
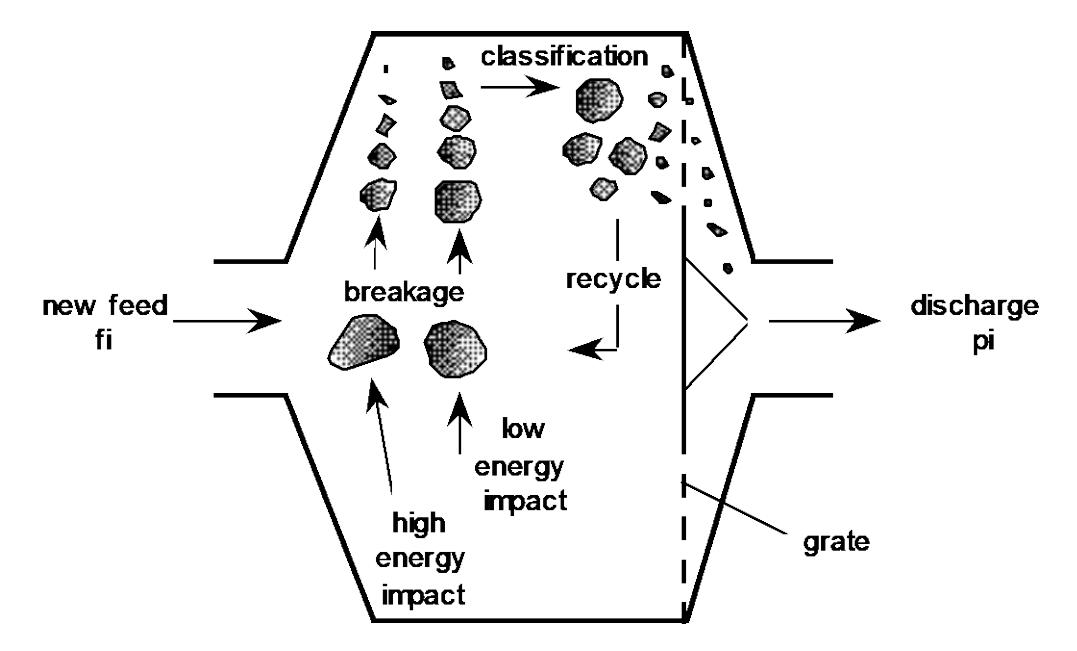
The model utilizes the concept that breakage within a mill is dependent upon specific breakage energy. This in turn is related to the mill dimension and a grinding medium size which is a characteristic of the ball charge (if any) and rock charge. The relationship between specific breakage energy and the progeny size distribution is provided by the same drop-weight test that provides data for the crusher model plus a tumbling test both of which are carried out on the ore in question. These generate breakage parameters which relate to the high energy (impact) and low energy (abrasion) size reduction processes which are believed to take place in AG/SAG mills. Transport of slurry through the mill is described by a function which relates the hold-up of slurry, grate design, grate open area and mill speed to the volumetric discharge rate through the grate.
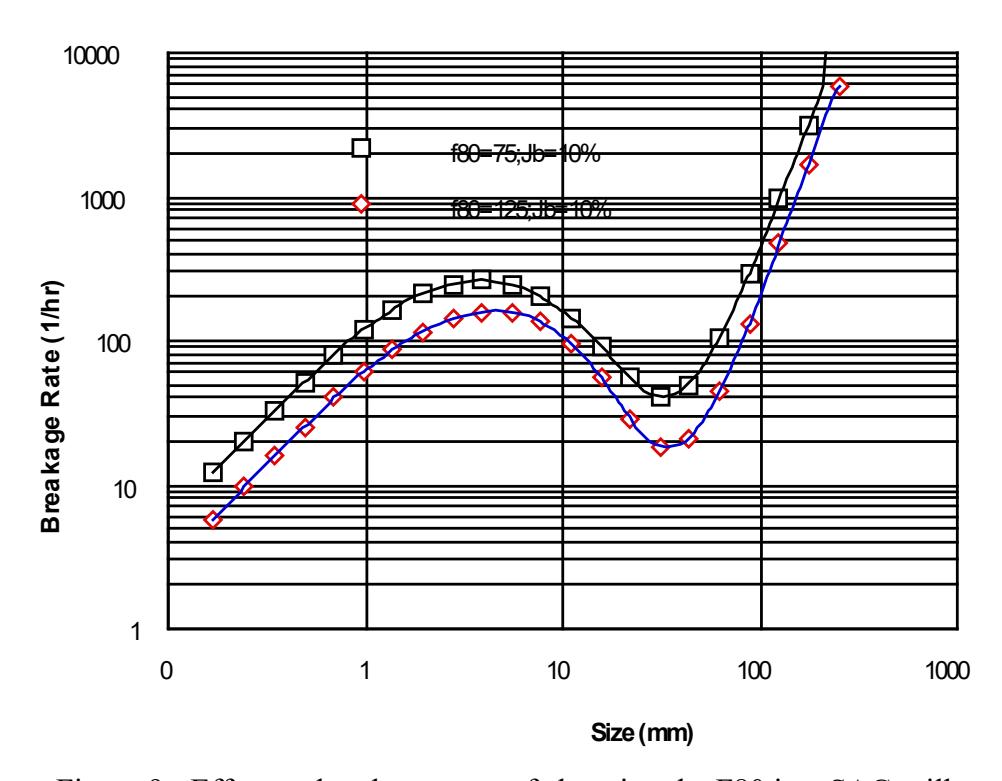
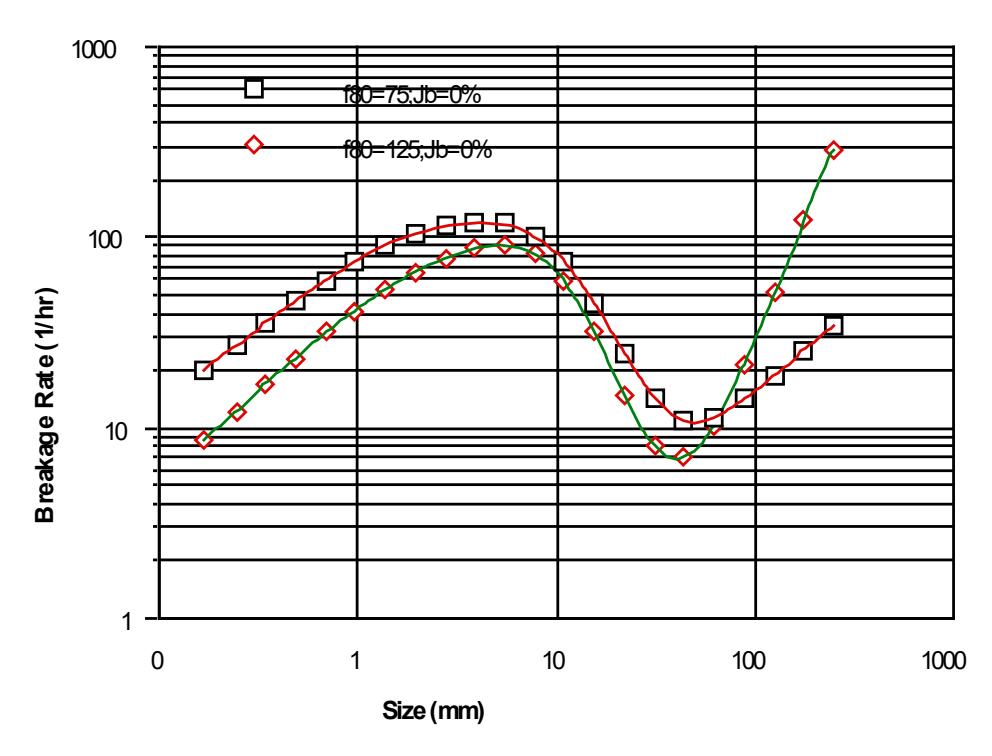
The model reflects feed size changes by changing the load size distribution and hence rock grinding media size. In addition the size-by-size breakage rate distribution, which is central to the operation of the model, is modified by using an empirical correlation based on a large data base of operating mills. This latter relationship is illustrated in Figure 9 where a change in F80 is shown for a SAG mill with a 10% ball charge. It can be seen that the breakage rate increases as the F80 decreases. It should be noted that the effect of feed size has been found to be dependent on the amount of balls that are used in the SAG mill. To illustrate this Figure 10 shows the change in breakage rate distribution as the F80 changes for an AG mill (ie no balls). It can be seen that for the coarser rocks the breakage rate increases as the F80 increases ie opposite to the effect for a 10% SAG mill.
4. MEASURING FRAGMENTATION
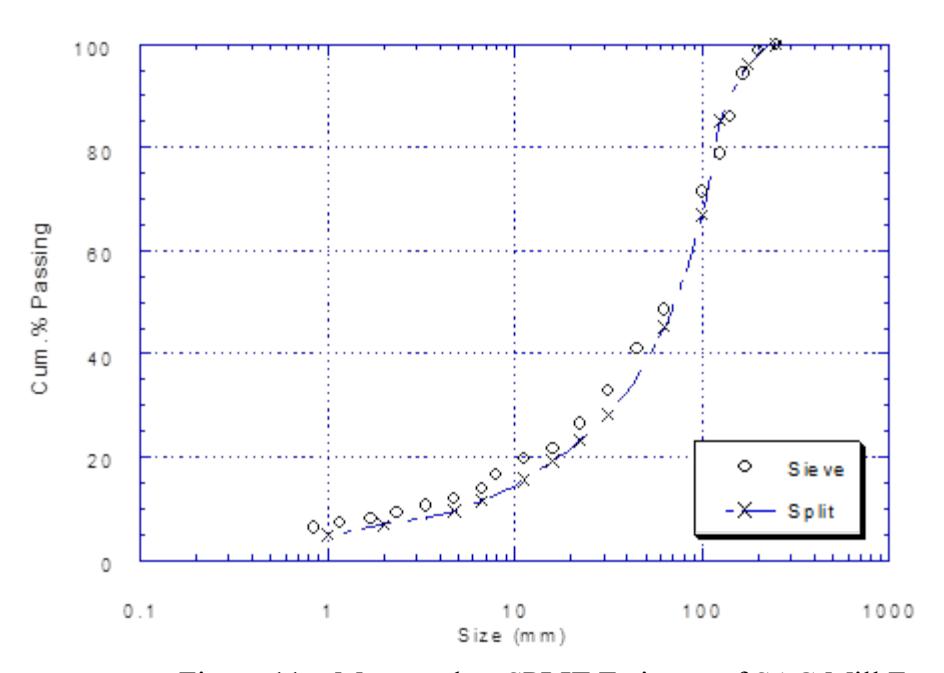
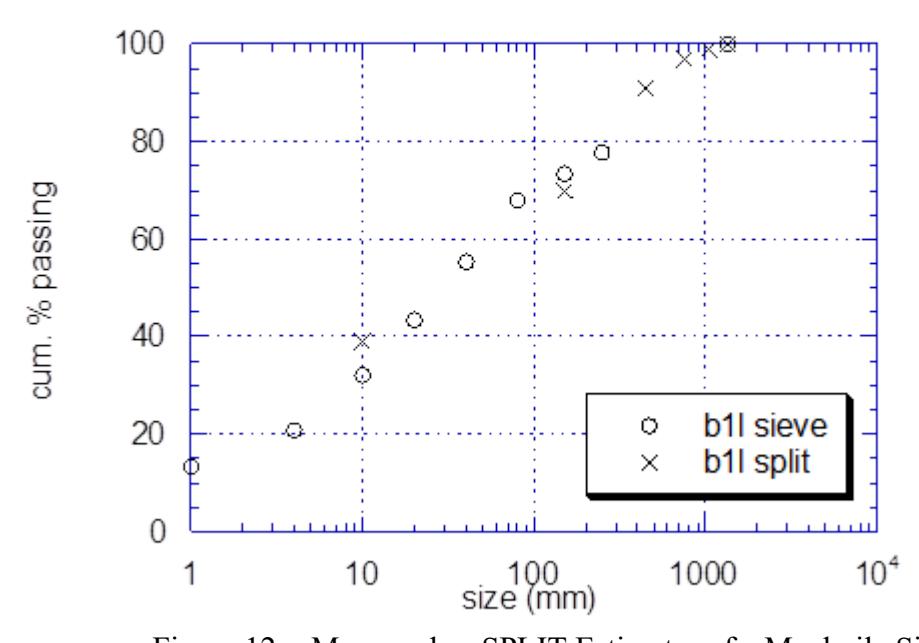
Measurement of the results of blasting and comminuting rocks ie size distribution, is vital both for the optimal control of these processes in the field as well as from a modelling viewpoint. However the scale of mining operations in particular precludes the use of conventional screening on a routine basis. Image analysis has long held the promise of a viable accurate alternative. Although much work has been done in the past in this area including research at the JKMRC (Atasoy et al, 1998) it is only recently that major progress has been made. The JKMRC through the AMIRA D483 project has been instrumental in this progress, having successfully demonstrated the accuracy of the SPLIT image analysis system for the measurement of fragmentation in the muckpile and on-line size distribution measurement of belt conveyed material. It has also pioneered a system that incorporates SPLIT for on-line determination of rom distributions. The system involves the automatic capture of rom ore images from mine trucks as they tip into the primary crusher. Figures 11 and 12 illustrate the accuracy of the SPLIT system.
4. APPLICATION
The popularity of autogenous (ag) and semi-autogenous milling has had considerable effect on the economics of the comminution stage. However its dependence on the ore feed for grinding media has made it sensitive to ROM size distribution. Hence it is found that blast design can affect milling performance and can be manipulated to significantly improve milling circuit throughput (Simkus and Dance, 1998). Other work with iron ore has shown that gains can also be made in increasing lump:fines ratios through modifying blast design and explosive type (Kojovic et al, 1998).
The influence of blasting is not only limited to the subsequent comminution steps but, as in the case of dump and heap leaching, can directly affect recovery of valuables. Dump/heap leach performance is strongly affected by the ability of the rock pile to allow good percolation whilst at the same time providing sufficient exposure of the valuable fraction to the leach solution (van Zyl et al, 1988). To some extent these requirements are mutually exclusive as good percolation typically results from the open structure obtained by a coarse size distribution. However high levels of exposure of valuables (good liberation) usually result from relatively fine distributions. As a result, tailoring and close control of ROM size distribution are important to maintain a suitable balance between these two requirements. Modelling and simulation of blast fragmentation can hence be used with great effectiveness to determine how best to obtain the required distribution.
5. CONCLUSIONS
The influence of blast induced fragmentation on comminution circuit performance can be significant. Potential therefore exists to integrate blasting and comminution effort to maximise the overall efficiency of size reduction. This can be done through lengthy and costly trial-and-error experiments. Simulation holds a much more cost effective route. Research at the JKMRC has produced realistic models which can be used for this purpose and have already been applied, resulting in considerable financial benefit. Further research is underway to improve the accuracy of these models through the implementation and subsequent measurement of blasting/comminution strategies aimed at improving mine-mill performance.
7. REFERENCES
ANDERSEN, J. 1988. Development of a cone crusher model, MEngSc Thesis, U. of Q. (JKMRC).
JAEGER, J.C. and COOK, N.G.W. 1979. Fundamentals of rock mechanics, Chapman and Hall, London.
KUZNETSOV, V.M. 1973. The mean diameter of fragments formed by blasting rock, Societ Mining Science, 9(2), 144-148.
LEUNG, K., 1987. An energy-based ore specific model for autogenous and semi-autogenous grinding. PhD Thesis, U. of Q. (JKMRC).
MORRELL, S. & MORRISON, R.D. 1996. AG and SAG mill circuit selection and design by simulation, Proc SAG '96 , Vancouver, Vol 2 pp769-790.
MORRELL, S. & STEPHENSON, I. 1996. Slurry discharge capacity of autogenous and semiautogenous mills and the effect of grate design. Int Jnrl Mineral Processing , Vol 46, pp53-72.
MORRELL, S. 1996. Power draw of wet tumbling mills and its relationship to charge dynamics - Part 1: a continuum approach to mathematical modelling of mill power draw. Trans Inst Min Metall , Section C Vol 105, C43-53.
MORRELL, S. 1996. Power draw of wet tumbling mills and its relationship to charge dynamics - Part 2: an empirical approach to modelling of mill power draw. Trans Inst Min Metall , Section C, Vol 105, C54-62.
WHITEN, W.J., 1974. A matrix theory of comminution machines. Chem Eng Sci., 29, 588-599.
Atasoy Y., Brunton I., Tapia-Vergara F. and Kanchibotla S. S., 1998, Implementation of Split to Estimate the Size Distribution of Rocks in Mining and Milling Operations, Proc. of Mine to Mill Conference, AusIMM, Brisbane.
Cunningham C.V.B., 1987. Fragmentation estimations and the Kuz-Ram Model - four years on. 2nd Int. Symp. of Rock Frag. by Blasting, Colorado, pp 475-487.
Cunningham C.V.B., 1983. The Kuz-Ram model for prediction of fragmentation from blasting. 1st Int. Symp. of Rock Frag. by Blasting, Luleå, August, pp 439-453.
Grouhel P., 1992. An explosive selection technique for optimising blasting at open cut mining operations. MSc Thesis, University of Queensland (JKMRC).
Hawkes, P., 1998, Using simultion to assess the impact of improvements in drill and blast on down stream processes, Proceedings of Mine to Mill 1998 Conference, AusIMM, pp209-218.
Jaeger J.C., and Cook N.G.W., 1979. Fundamentals of Rock Mechanics, Chapman and Hall, London
Johnston, D. and Simkus, R., 1998, The human side of co-ordinating mine to mill activities at Highland Valley Copper, Keynote address at the Mine to Mill Conference 1998, Brisbane, Australia, Unpublished.
Kojovic, T., Michaux, S. and McKenzie, C., 1995. Impact of Blast Fragmentation on Crushing and Screening Operations in Quarrying, EXPLO 95 Conference, AusIMM, Brisbane, September, pp 427- 436.
Kojovic, T., Kanchibotla S.S., Poetschka N.L. and Chapman J., 1998, The Effect of Blast Design on the Lump:Fines Ratio at Marandoo Iron Ore Operations, Proc. of Mine to Mill Conference, AusIMM, Brisbane
Lilly P.A., 1986. An empirical method of assessing rock mass blastability. The AusIMM/I.E. Aust. Newman Combined Group, Large Open Pit Min. Conf., pp 89-92.
McKee, D.J., Chitombo, G.P., and Morrell, S., 1995. The relationship between fragmentation in mining and comminution circuit throughput, Minerals Engineering, Vol 8, No 11, pp 1265-1274.
Michaud, P.R., and Blanchet, J.K., 1996, Establishing a quantitative relation between post blast fragmentation and mine productivity: A case study, Proc. 5th Int. Sym. on Rock Fragmentation by Blasting – Fragblast 5, Montreal.
Pease, J.D., Young, M.F., Johnston, M., Clark, A. and Tucker, G., 1998, Lessons from Manufacturing-Integrating Mining and Milling for a Complex Orebody, Proceedings of Mine to Mill 1998 Conference, AusIMM, pp3-12.
Sarma, K.S., 1994. Models for assessing the blasting performance of explosives. Ph.D Thesis, University of Queensland (JKMRC).
Scott, A., Chitombo, G.P., and Kleine, T., 1993. The challenge of the prediction and control of fragmentation in mining, 4th Int. Symp. of Rock Fragmentation by Blasting, Vienna, July, pp 507- 517.
Scott, A. and McKee, D.J., 1994. The inter-dependence of mining and mineral beneficiation processes on the performance of mining projects, AusIMM Annual Conference, Darwin, August, pp 303-308.
Simkus, R. and Dance, A., 1998, Tracking Hardness and Size: Measuring and Monitoring ROM Ore Properties at Highland Valley Copper, Proc. of Mine to Mill Conference, AusIMM, Brisbane
Stagg M.S., Otterness R.E., Siskind D.E., 1992. Effects of blasting practices on fragmentation. Rock Mechanics. Tillerson and Wawersik (eds), Balkema, Rotterdam. ISBN 90 54100451.
JKMRC, 1995. The assessment and control of coal damage and loss, ACARP Project Report C3017, JKMRC.