")
")

The content on this page was automatically generated from the PDF publication document and may contain errors or inaccuracies. Please refer to the original PDF for the most accurate information.
Predicting the overall specific energy requirement of crushing, high pressure grinding roll and tumbling mill circuits.
S.Morrell
SMCC Pty Ltd, 29 Camborne Place, Chapel Hill, Qld. 4069 Australia
Abstract
In a previous paper (Morrell, 2008a) an approach was described which enabled the specific energy of tumbling mills such as Autogenous (AG), Semi-autogenous (SAG) and ball mills to be estimated from laboratory-derived ore characterisation data. The following paper extends this approach to encompass jaw, gyratory and cone crushers as well as High Pressure Grinding Rolls (HPGR). The technique is applied to three different comminution circuits and their overall specific energies are compared. All of the calculations involved are described in detail in an appendix.
1 INTRODUCTION
20 years ago discussions about conventional comminution circuits would revolve around crushing-rod-ball or crushing-ball circuits and the work of Bond (1961) would provide the principal tools to aid in their design. Nowadays, such circuits are all but obsolete and are mainly confined to relatively small operations. Autogenous (AG) and Semi-autogenous (SAG) milling, often combined with ball milling, now dominate comminution circuit design with strong signs that High Pressure Grinding Rolls (HPGR) are poised to make major inroads as alternatives to AG and SAG mills in some applications. Bond's specific energy equations and rock characterisation techniques were not originally designed for such circuits and though a number of people have tried to apply them over the years to AG and SAG circuits they have not always been found to be reliable. In the case of HPGR circuits Bond's methodologies are completely inappropriate.
In a previous paper (Morrell, 2008a) an approach was described which enabled the specific energy of tumbling mills such as AG,SAG and ball mills to be estimated from laboratory-derived ore characterisation data. The following paper extends this approach to encompass jaw, gyratory and cone crushers as well as High Pressure Grinding Rolls.
2 EQUATIONS
2.1 General
The approach divides comminution equipment into three categories:
- Tumbling mills, eg AG, SAG, rod and ball mills
- Conventional crushers, eg jaw, gyratory and cone
- HPGRs
Tumbling mills are described using two hardness indices as described in the earlier paper (Morrell, 2008a) ie Mia and Mib. Material hardness from the perspective of conventional crushing has one index, labelled Mic, whilst that associated with HPGRs is called Mih.
For tumbling mills the two indices relate to "coarse" and "fine" ore properties plus an efficiency factor which represents the influence of a pebble crusher in AG/SAG mill circuits. "Coarse" in this case is defined as spanning the size range from a P80 of 750 microns up to the P80 of the product of the last stage of crushing or HPGR size reduction prior to grinding. "Fine" covers the size range from a P80 of 750 microns down to P80 sizes typically reached by conventional ball milling, ie about 45 microns.
The work index covering grinding in tumbling mills of coarse sizes is labelled \( M_{ia} \) . The work index covering grinding of fine particles is labelled \( M_{ib} \) . \( M_{ia} \) values are provided as a standard output from a SMC Test® (Morrell, 2004a) whilst \( M_{ib} \) values can be determined using the data generated by a conventional Bond ball mill work index test ( \( M_{ib} \) is NOT the Bond ball work index). \( M_{ic} \) and \( M_{ih} \) values are also provided as a standard output from a SMC Test®.
The general size reduction equation is as follows (Morrell, 2004b):
where
\( M_i \) = Work index related to the breakage property of an ore (kWh/tonne); for grinding from the product of the final stage of crushing to a P80 of 750 microns (coarse particles) the index is labelled \( M_{ia} \) and for size reduction from 750 microns to the final product \( P_{80} \) normally reached by conventional ball mills (fine particles) it is labelled \( M_{ib} \) . For conventional crushing \( M_{ic} \) is used and for HPGRs \( M_{ih} \) is used.
Wi = Specific comminution (kWh/tonne)
\( x_2 = 80\% \) passing size for the product (microns)
\( x_1 = 80\% \) passing size for the feed (microns)
$$ f(x_i) = -(0.295 + x_i/1000000) \text{ (Morrell, 2006)} $$ (2)
For tumbling mills the specific comminution energy \( (W_i) \) relates to the power at the pinion, or for gearless drives - the motor output. For HPGRs it is the energy inputted to the rolls, whilst for conventional crushers \( W_i \) relates to the specific energy as determined using the motor input power less the no-load power.
2.2 Specific Energy Determination for Comminution Circuits
The total specific energy \( (W_T) \) to reduce in size primary crusher product to final product is given by:
where
\( W_a \) = specific energy to grind coarser particles in tumbling mills
\( W_b \) = specific energy to grind finer particles in tumbling mills
\( W_c \) = specific energy for conventional crushing
\( W_h \) = specific energy for HPGRs
\( W_s \) = specific energy correction for size distribution
Clearly only the W values associated with the relevant equipment in the circuit being studied are included in equation 3.
2.2.1 Tumbling mills
For coarse particle grinding in tumbling mills equation 1 is written as:
where
\( K_1 = 1.0 \) for all circuits that do not contain a recycle pebble crusher and 0.95 where circuits do have a pebble crusher
\( x_1 = P_{80} \) in microns of the product of the last stage of crushing before grinding
\( x_2 = 750 \text{ microns} \)
\( M_{ia} \) = Coarse ore work index and is provided directly by SMC Test®
For fine particle grinding equation 1 is written as:
where
\( x_2 = 750 \text{ microns} \)
\( x_3 = P_{80} \) of final grind in microns
\( M_{ib} \) = Provided by data from the standard Bond ball work index test using the following equation (Morrell, 2006):
$$ M_{ib} = \frac{18.18}{P_1^{0.295} (Gbp) \left( p_{80}^{f(p_{80})} - f_{80}^{f(f_{80})} \right)} $$ (6)
where
\( M_{ib} \) = fine ore work index (kWh/tonne)
\( P_1 \) = closing screen size in microns
Gbp = net grams of screen undersize per mill revolution
\( p_{80} = 80\% \) passing size of the product in microns
\( f_{80} \) = 80% passing size of the feed in microns
Note that the Bond ball work index test should be carried out with a closing screen size which gives a final product P80 similar to that intended for the full scale circuit.
2.2.2 Conventional Crushers
Equation 1 for conventional crushers is written as:
where
\( K_2 \) = 1.0 for all crushers operating in closed circuit with a classifying screen. If the crusher is in open circuit, eg pebble crusher in a AG/SAG circuit, \( K_2 \) takes the value of 1.19.
\( x_1 = P_{80} \) in microns of the circuit feed
\( x_2 \) = \( P_{80} \) in microns of the circuit product
\( M_{ic} \) = Crushing ore work index and is provided directly by SMC Test®
2.2.3 HPGR
Equation 1 for HPGRs is written as:
where
K3 = 1.0 for all HPGRs operating in closed circuit with a classifying screen. If the HPGR is in open circuit, K3 takes the value of 1.19.
\( x_1 = P_{80} \) in microns of the circuit feed
\( x_2 \) = \( P_{80} \) in microns of the circuit product
\( M_{ih} \) = HPGR ore work index and is provided directly by SMC Test®
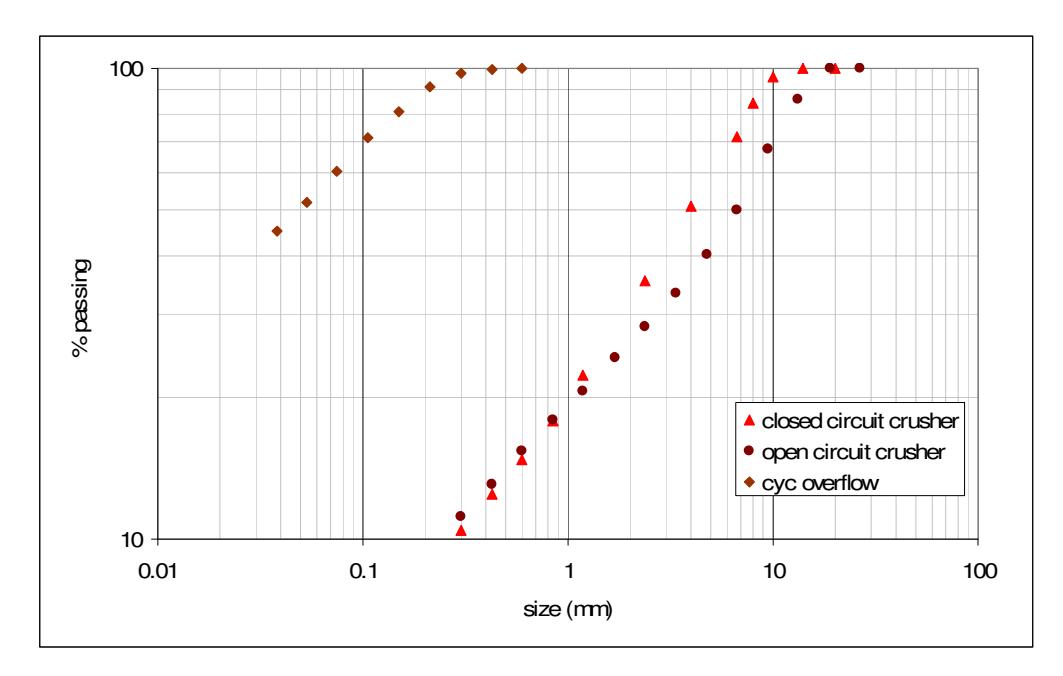
Implicit in the approach described in this paper is that the feed and product size distributions are parallel and linear in log-log space. Where they are not, corrections need to be made. By and large, such corrections are most likely to be necessary (or are large enough to be warranted) when evaluating circuits in which closed circuit secondary/tertiary crushing is followed by ball milling. This is because such crushing circuits tend to produce a product size distribution which is relatively steep when compared to the ball mill circuit cyclone overflow. This is illustrated in Figure 1, which shows measured distributions from an open and closed crusher circuit as well as a ball mill cyclone overflow. The closed circuit crusher distribution can be seen to be relatively steep compared with the open circuit crusher distribution and ball mill cyclone overflow. Also the open circuit distribution more closely follows the gradient of the cyclone overflow. If a ball mill circuit were to be fed 2 distributions, each with same P80 but with the open and closed circuit gradients in Figure 1, the closed circuit distribution would require more energy to grind to the final P80. How much more energy is required is difficult to determine. However, for the purposes of this approach it has been assumed that the additional specific energy for ball milling is the same as the difference in specific energy between open and closed crushing to reach the nominated ball mill feed size. This assumes that a crusher would provide this energy. However, in this situation the ball mill has to supply this energy and it has a different (higher) work index than the crusher (ie the ball mill is less energy efficient than a crusher and has to input more energy to do the same amount of size reduction). Hence from equation 7, to crush to the ball mill circuit feed size \( (x_2) \) in open circuit requires specific energy equivalent to:
$$ W_c = 1.19 * M_{ic} 4 \left( x_2^{f(x_2)} - x_1^{f(x_1)} \right) $$ (9)
For closed circuit crushing the specific energy is:
$$ W_c = 1 * M_{ic} 4 \left( x_2^{f(x_2)} - x_1^{f(x_1)} \right) $$ (10)
The difference between the two (eq 9 – eq 10) has to be provided by the milling circuit with an allowance for the fact that the ball mill has to do the size reduction work and not the crusher. This is what is referred to in equation 3 as \( W_s \) and from equations 9 and 10 is represented by:
$$ W_s = 0.19 * M_{ia} 4 \left( x_2^{f(x_2)} - x_1^{f(x_1)} \right) $$ (11)
Note that in equation 11, \( M_{ic} \) is replaced with \( M_{ia} \) - the coarse particle tumbling mill grinding work index – to take account of the fact that the ball mill is doing the grinding work and not the crusher.
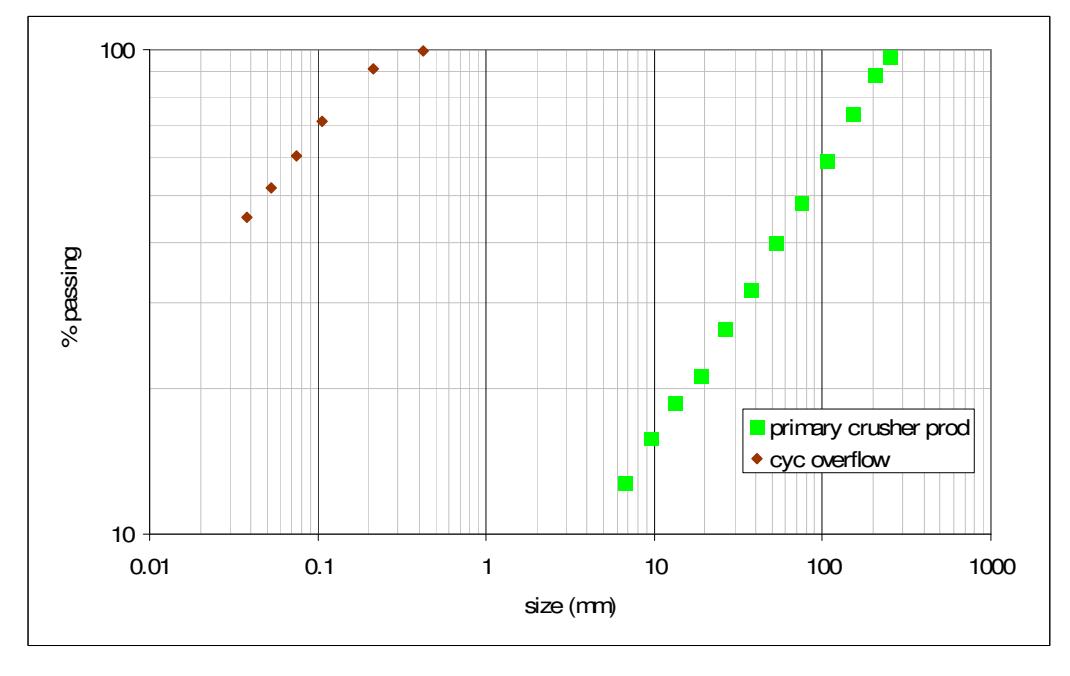
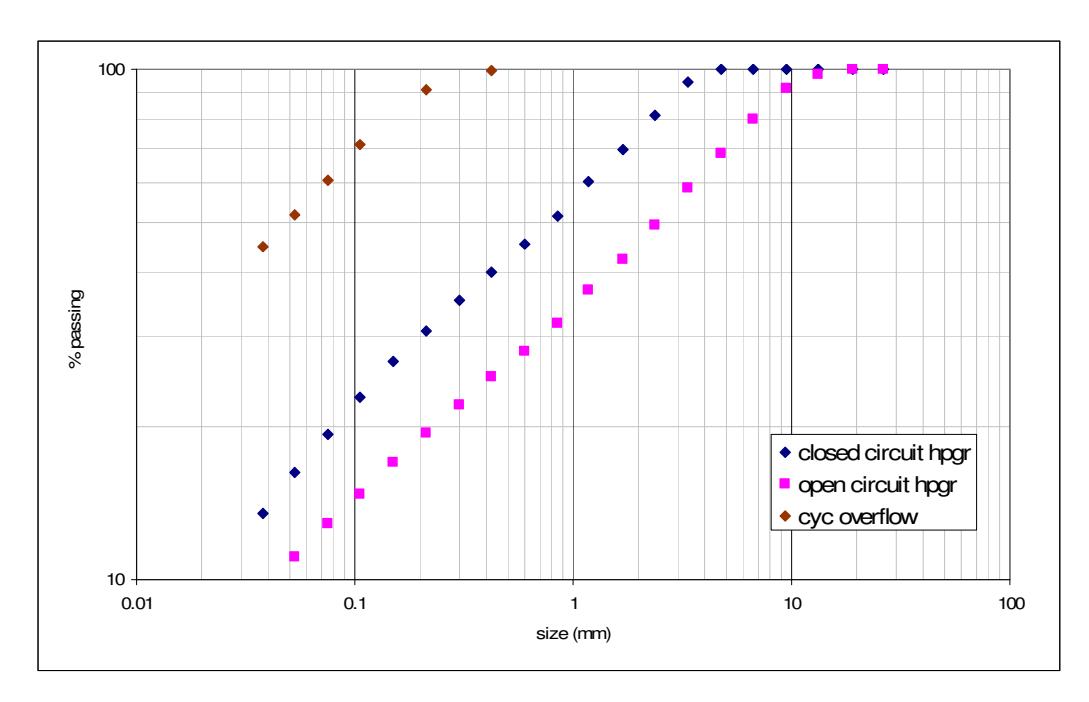
In AG/SAG-based circuits the need for Ws appears to be unnecessary as Figure 2 illustrates. Primary crusher feeds often have the shape shown in Figure 2 and this has a very similar gradient to typical ball mill cyclone overflows. A similar situation appears to apply with HPGR product size distributions, as illustrated in Figure 3. Interestingly the author's data show that for HPGRs, closed circuit operation appears to require a lower specific energy to reach the same P80 as in open circuit, even though the distributions for open and closed circuit look to have almost identical gradients. Closer examination of the distributions in fact shows that in closed circuit the final product tends to have progressively less material in the sub-100 micron range, which may account for the different energy requirements between the two modes of operation. It is also possible that recycled material in closed circuit is inherently weaker than new feed, as it has already passed through the HPGR previously and may have sustained micro-cracking. A reduction in the Bond ball mill work index as measured by testing HPGR products compared to the Bond ball mill work index of HPGR feed has been noticed in many cases in the laboratory (Stephenson, 1997; Daniel, 2007; Shi et al., 2006) and hence there is no reason to expect the same phenomenon would not affect the recycled HPGR screen oversize.
It follows from the above arguments that in HPGR circuits, which are typically fed with material from closed circuit secondary crushers, a similar feed size distribution correction should also be applied. However, as the secondary crushing circuit uses a relatively small amount of energy compared to the rest of the circuit (as it crushes to a relatively coarse size) the magnitude of the size distribution correction is relatively small – much smaller than the error associated with the technique - and hence may be omitted in calculations.
2.2.5 Reduction in Bond Ball Work Index due to HPGR Treatment
As mentioned in the previous section, laboratory experiments have been reported by various researchers in which the Bond ball work index of HPGR products is less than that of the feed. The amount of this reduction appears to vary with both material type and the pressing force used and has been attributed to the influence of micro-cracking. Observed reductions in the Bond ball work index have typically been in the range 0- 10%. The equations used in this paper makes no specific allowance for the influence of micro-cracking. However, if HPGR products are available which can be used to conduct Bond ball work index tests on, then Mib values obtained from such tests can be used in equation 5. If micro-cracking of the HPGR products has taken place then the resultant Mib value will reflect its effect. Alternatively the Mib values from Bond ball mill work index tests on HPGR feed material can be reduced by an amount that the reader thinks is appropriate. Currently, published data on full scale HPGR/ball mill circuits is very sparse and hence it is not yet possible to determine the extent to which laboratory test results on reductions in the Bond ball work index are translated into reductions in the ball mill circuit operating work index at the full scale. For this reason the author suggests that at least until more full scale data can be collected and analysed reductions in the Mib value due to micro-cracking are limited to 5%.
3 VALIDATION
3.1 General
As stated in the previous section the values for Mia, Mic and Mih are obtained directly from the SMC Test® , whilst Mib values are obtained from the Bond ball work index test raw data. For reasons of commercial confidentiality the exact details of how the Mia, Mic and Mih values are obtained cannot be published. However, they are all related to the rock strength index – DW i (Morrell, 2004a), the relationships being chosen so that the equations described in the previous section (Equ. 4-11) need no other factors applied to them to predict the full-scale specific energies of the relevant comminution equipment.
3.2 Tumbling Mill Circuits
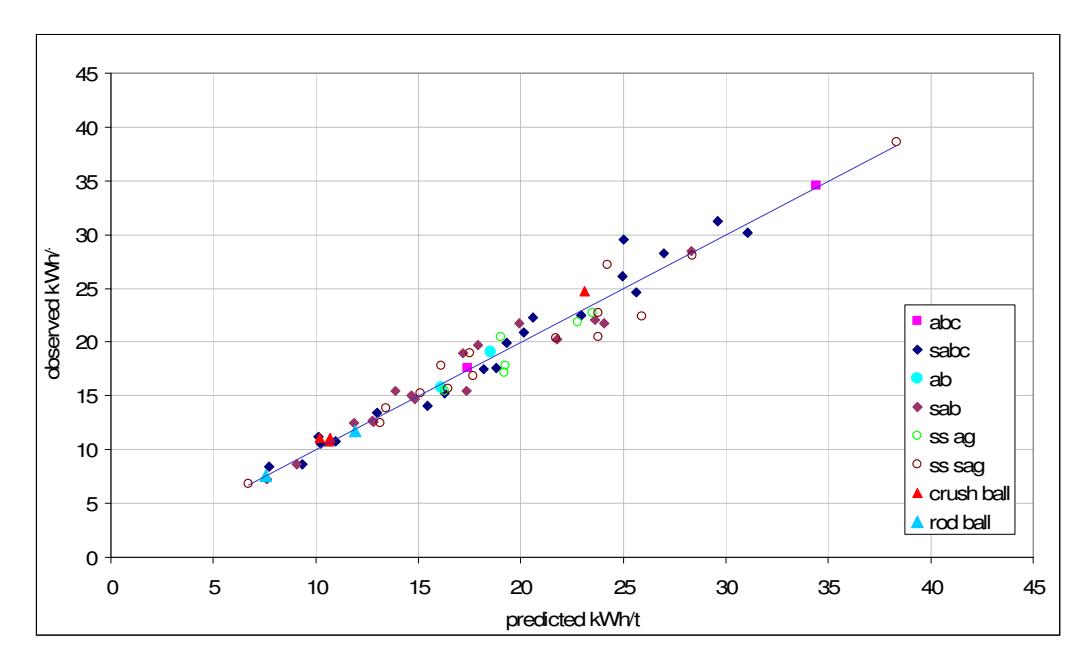
The approach described in the previous sections was applied to 65 industrial scale tumbling mill circuits. The relevant data from these circuits were collected during surveys (audits) of the comminution circuits and included feedrates, power draws, as well as feed and product size distributions. Samples of fresh feed were also taken with which to conduct breakage tests. This was done by collecting all of the material from a section of the feed conveyor – typically a 1 meter length. This material was then sent to an appropriate metallurgical laboratory, where the relevant size fractions were extracted for SMC and Bond ball work index testing. On the basis of the measured feed and product size distributions, as well as the Mia and Mib values obtained from laboratory testing of the feed samples, the overall specific energies of the tumbling mill circuits were predicted and compared with the measured values. The results are shown in Figure 4. In all cases the specific energy relates to the tumbling mills contributing to size reduction from the product of the final stage of crushing/HPGR to the cyclone overflow. Data are presented in terms of equivalent specific energy at the pinion. In determining what these values were on each of the plants in the data base it was assumed that power at the pinion was 93.5% of the measured gross (motor input) power, this figure being typical of what is normally accepted as being reasonable to represent losses across the motor and gearbox. For gearless drives (so-called wrap-around motors) a figure of 97% was used.
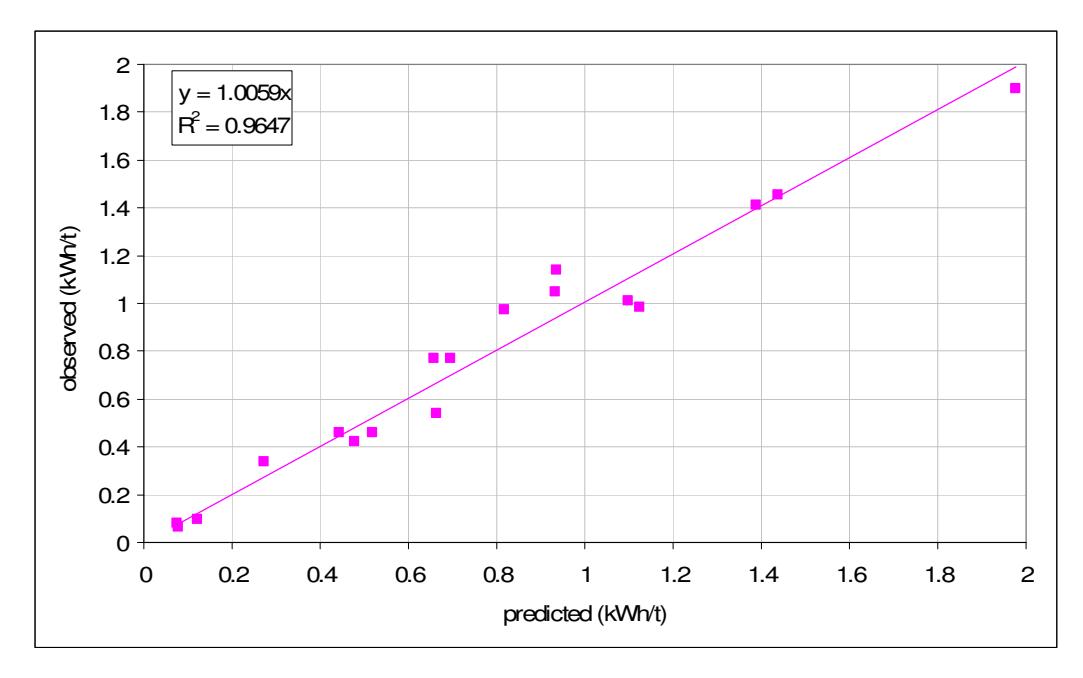
3.3 Conventional Crushers
Validation of equation 1 used 10 different crushing circuits (18 data sets), including secondary, tertiary and pebble crushers in AG/SAG circuits. Observed vs predicted specific energies are given in Figure 5. The observed specific energies were calculated from the crusher throughput and the net power draw of the crusher as defined by:
$$ Net Power = Motor Input Power - No Load Power $$ (12)
No-load power tends to be relatively high in conventional crushers and hence net power is significantly lower than the motor input power. From examination of the 18 crusher data sets the motor input power was found to be on average 35% higher than the net power.
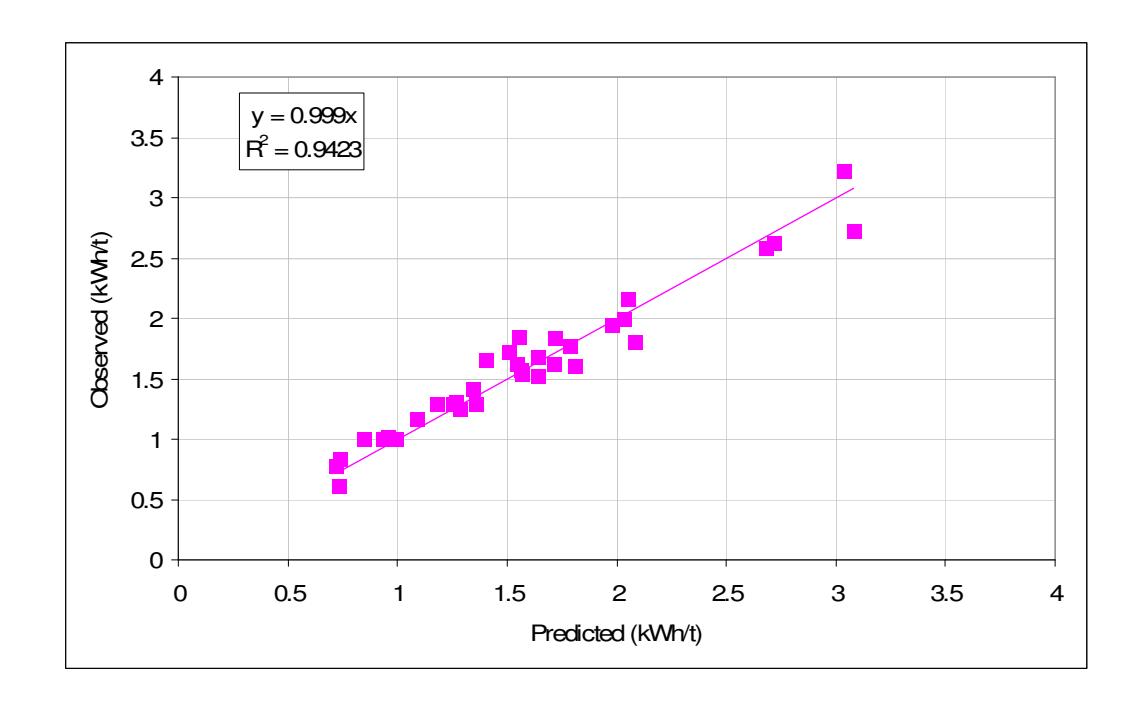
3.4 HPGRs
Validation of equation 1 for HPGRs used data from 18 different circuits (35 data sets) including laboratory, pilot and industrial scale equipment. Observed vs predicted specific energies are given in Figure 6. The data relate to HPGRs operating with specific grinding forces typically in the range 2.5-3.5 N/mm2. The observed specific energies relate to power delivered by the roll drive shafts. Motor input power for full scale machines is expected to be 8-10% higher.
4 APPLICATION
The technique described in the previous sections provides the means to determine the overall specific energy requirements of a variety of circuit configurations as well as the component size reduction processes. By way of example three different circuits were evaluated using the breakage properties of an ore with reasonably average hardness values. The circuits in question are:
- SAG milling with a pebble recycle crusher followed by ball milling (SABC)
- Secondary crushing followed by HPGR followed by ball milling (HPGR/ball)
- Secondary/tertiary crushing followed by ball milling (Crush/ball)
Details of the calculations for each circuit are given in the Appendix as worked examples. Summary results are shown in Table 1 and indicate that overall the SABC circuit requires the highest specific energy, whilst the HPGR/ball and Crush/ball circuits give lower values which are almost identical to each other. This lower energy requirement is confirmation of fundamental studies by Schonert (1991) on the relative energy efficiencies of different size reduction processes. It is pointed out that these figures represent the net specific energies of the size reduction equipment only and hence do not include ancillaries such as screens, conveyors, dust extraction systems and pumps. Energy requirements for the first three tend to be much higher for the HPGR/ball and Crush/ball circuits and hence will erode to some extent the comminution energy advantage of these circuits compared to the SABC alternative.
| SABC | HPGR/ball | Crush/ball | ||
|---|---|---|---|---|
| Mia | kWh/t | 19.4 | 19.4 | 19.4 |
| Mib | kWh/t | 18.8 | 18.8 | 18.8 |
| Mic | kWh/t | 7.2 | 7.2 | 7.2 |
| Mih | kWh/t | 13.9 | 13.9 | 13.9 |
| Crushing circuit | ||||
| F80 | microns | 52500* | 100000 | 100000 |
| P80 | microns | 12000* | 35000 | 6500 |
| Specific energy | kWh/t | 0.3** | 0.6 | 1.7 |
| HPGR circuit | ||||
| F80 | microns | - | 35000 | - |
| P80 | microns | - | 4000 | - |
| Specific energy | kWh/t | - | 2.9 | - |
| Tumbling mill circuit | ||||
| F80 | microns | 100000 | 4000 | 6500 |
| P80 | microns | 106 | 106 | 106 |
| Specific energy | kWh/t | 18.0 | 12.9 | 14.8 |
| Total specific energy | kWh/t | 18.3 | 16.4 | 16.5 |
Notes:* crushing of pebble recycle stream;**Crusher net power divided by SAG mill new feedrate
5 CONCLUSIONS
An approach has been formulated in which the specific energy requirements of comminution circuits containing conventional crushers, HPGRs and tumbling mills can be predicted. These predictions are based on simple equations and two simple laboratory tests which determine the breakage characteristics of the ore, ie the SMC Test® and the Bond ball work index test. The approach was applied to three different comminution circuits with the results that the SABC circuit required a higher specific energy than either an HPGR/ball or Crush/ball milling circuit. This result confirms fundamental research findings by Schonert.
6 APPENDIX - WORKED EXAMPLES
A SMC Test® and Bond ball work index test were carried out on an ore sample. The following results were obtained:
SMC Test® :
Mia = 19.4 kWh/t
Mic = 7.2 kWh/t
Mih = 13.9 kWh/t
Bond test (carried out with a 150 micron closing screen):
Mib = 18.8 kWh/t
Three circuits are to be evaluated:
- SABC
- HPGR/ball mill
- Conventional crushing/ball mill
The overall specific grinding energy to reduce a primary crusher product with a P80 of 100 mm to a final product P80 of 106 microns is required to be estimated.
6.1 SABC Circuit
Coarse particle tumbling mill specific energy
Combining eq 2 and 4:
$$ W_a = 0.95 * 19.4 * 4 * (750^{-(0.295+750/1000000)} - 100000^{-(0.295+100000/1000000)}) $$ $$ = 9.6 \text{ kWh/t} $$
Fine particle tumbling mill specific energy
Combining eq 2 and 5:
$$ W_b = 18.8 * 4 * \left(106^{-(0.295 + 106/1000000)} - 750^{-(0.295 + 750/1000000)}\right) $$ $$ = 8.4 \text{ kWh/t} $$
Pebble crusher specific energy
In this circuit it is assumed that the pebble crusher feed P80 is 52.5mm. As a rule of thumb this value can be estimated by assuming that it is 0.75 of the nominal pebble port aperture (in this case the pebble port aperture is 70mm). The pebble crusher is set to give a product P80 of 12mm. The pebble crusher feed rate is expected to be 25% of new feed tph.
Combining eq 2 and 7:
- = 1.12 kWh/t when expressed in terms of the crusher feed rate
- = 1.12 * 0.25 kWh/t when expressed in terms of the SABC circuit new feed rate
- = 0.3 kWh/t of SAG mill circuit new feed
Total net comminution specific energy:
From eq 3:
$$ W_T = 9.6 + 8.4 + 0.3 $$
kWh/t
= 18.3 kWh/t
6.2 HPGR/Ball Milling Circuit
In this circuit primary crusher product is reduced to a HPGR circuit feed P80 of 35 mm by closed circuit secondary crushing. The HPGR is also in closed circuit and reduces the 35 mm feed to a circuit product P80 of 4 mm. This is then fed to a closed circuit ball mill which takes the grind down to a P80 of 106 microns.
Secondary crushing specific energy
Combining eq 2 and 7:
$$ W_c = 1*7.2*4* (35000^{-(0.295+35000/1000000)} - 100000^{-(0.295+100000/1000000)}) $$ $$ = 0.6 \text{ kWh/t} $$
HPGR specific energy
Combining eq 2 and 8:
= 2.9 kWh/t
Coarse particle tumbling mill specific energy
Combining eq 2 and 4:
$$ W_a = 1*19.4*4* \left(750^{-(0.295+750/1000000)} - 4000^{-(0.295+4000/1000000)}\right) $$ = 4.5 kWh/t
Fine particle tumbling mill specific energy
Combining eq 2 and 5:
$$ W_b = 18.8 * 4 * \left(106^{-(0.295+106/1000000)} - 750^{-(0.295+750/1000000)}\right) $$ = 8.4 kWh/t
Total net comminution specific energy:
From eq 3:
$$ W_T $$
= 4.5 + 8.4 + 0.6 + 2.9 kWh/t
= 16.4 kWh/t
6.3 Conventional Crushing/Ball Milling Circuit
In this circuit primary crusher product is reduced in size to P80 of 6.5 mm via a secondary/tertiary crushing circuit (closed). This is then fed to a closed circuit ball mill which grinds to a P80 of 106 microns.
Secondary/tertiary crushing specific energy
Combining eq 2 and 7:
$$ W_c = 1*7.2*4* \left(6500^{-(0.295+6500/1000000)} - 100000^{-(0.295+100000/1000000)}\right) $$ = 1.7 kWh/t
Coarse particle tumbling mill specific energy
Combining eq 2 and 4:
$$ W_a = 1*19.4*4* \left(750^{-(0.295+750/1000000)} - 6500^{-(0.295+6500/1000000)}\right) $$ = 5.5 kWh/t
Fine particle tumbling mill specific energy
Combining eq 2 and 5:
$$ W_b = 18.8 * 4 * \left(106^{-(0.295+106/1000000)} - 750^{-(0.295+750/1000000)}\right) $$ = 8.4 kWh/t
Tumbling mill size distribution correction
$$ W_s = 0.19*19.4*4* \left(6500^{-(0.295+6500/1000000)} -100000^{-(0.295+100000/1000000)}\right) $$ $$ = 0.9 \text{ kWh/t} $$
Total net comminution specific energy:
From eq 3:
$$ W_T $$
= 5.5 + 8.4 + 1.7 + 0.9 kWh/t
= 16.5 kWh/t
7 REFERENCES
Bond, F.C., 1961. Crushing and Grinding Calculations. Brit. Chem Eng. Part I, 6 (6), 378-385, Part II, 6 (8), 543-548
Morrell, S., 2004 a . Predicting the Specific Energy of Autogenous and Semiautogenous Mills from Small Diameter Drill Core Samples. Minerals Engineering, Vol 17/3 pp 447-451
Morrell, S., 2004 b . An Alternative Energy-Size Relationship To That Proposed By Bond For The Design and Optimisation Of Grinding Circuits . International Journal of Mineral Processing, 74, 133-141.
Morrell, S., 2006. Rock Characterisation for High Pressure Grinding Rolls Circuit Design , Proc International Autogenous and Semi Autogenous Grinding Technology,Vancouver, vol IV pp 267-278.
Morrell,S., 2008a, A method for predicting the specific energy requirement of comminution circuits and assessing their energy utilisation efficiency , Minerals Engineering , Vol. 21 , No. 3.
Morrell,S., 2008b, Predicting the Overall Specific Energy Requirements of AG/SAG, Ball Mill and HPGR Circuits on the Basis of Small-Scale Laboratory Ore Characterisation Tests , Proceedings Procemin Conference, Santiago, Chile
Daniel, M.J., 2007, Energy efficient mineral liberation using HPGR technology , PhD Thesis, Julius Kruttschnitt Mineral Research Centre, Department of Mining and Metallurgical Engineering, University of Queensland
Stephenson, I.;1997, The downstream effects of high pressure grinding rolls processing , PhD Thesis, Julius Kruttschnitt Mineral Research Centre, Department of Mining and Metallurgical Engineering, University of Queensland.
Schonert, K., 1991. Advances in comminution fundamental, and impacts on technology. XVII International Mineral Processing Congress, Dresden, Volume 1,: pp 1-21.
Shi, F., Lambert, S., Daniel, M.J., 2006, Measurement of the effect of HPGR treating platinum ores . SAG 2006, Vancouver, 23-27 September 2006.