")
")

The content on this page was automatically generated from the PDF publication document and may contain errors or inaccuracies. Please refer to the original PDF for the most accurate information.
TECHNICAL NOTE
Predicting the Specific Energy Required for Size Reduction of Relatively Coarse Feeds in Conventional Crushers and High Pressure Grinding Rolls
S.Morrell
SMCC Pty Ltd, 29 Camborne Place, Chapel Hill, Qld. 4069 Australia
ABSTRACT
In a previous paper (Morrell, 2009. Predicting the overall specific energy requirement of crushing, high pressure grinding roll and tumbling mill circuits , Minerals Engineering, vol 22,6), an approach was described to predict the specific energy of a range of tumbling mill and crushing/ High Pressure Grinding Rolls (HPGR) circuits. In the case of crushing and HPGR circuits, recently acquired data have enabled this approach to be extended to coarser particle size reduction situations. This is achieved through the use of a sizedependent hardness parameter. Crushing and HPGR conditions are described where the use of this parameter should improve the accuracy of specific energy predictions. A worked example is also given.
BACKGROUND
In previous work (Morrell, 2009 Predicting the overall specific energy requirement of crushing, high pressure grinding roll and tumbling mill circuits , Minerals Engineering, vol 22,6) equations 1 and 2 were proposed to describe size reduction in tumbling mills, crushers and HPGR circuits. To accommodate the differences in operation between primary tumbling mills (eg Autogenous and Semi-autogenous), secondary tumbling mills (eg ball mills), conventional crushers and HPGRs, ore hardness parameters, \( M_{ia} \) , \( M_{ib} \) , \( M_{ic} \) and \( M_{ih} \) respectively were used. Equation 1 was originally developed as a pragmatic solution to the problem of finding an appropriate function that universally satisfies the theoretical model for size reduction proposed by Morrell (Morrell, 2004) and described in equation 3.
where
\( M_i \) = Work index related to the breakage property of an ore and the type of comminution machine used (kWh/tonne)
Wi = Specific comminution (kWh/tonne)
\( x_2 = 80\% \) passing size for the product (microns)
\( x_1 = 80\% \) passing size for the feed (microns)
where
g(x) = function describing the variation in breakage properties with particle size
M = constant related to the breakage properties of the material
The problem faced with trying to find a solution to equation 3 is the variable nature of the function g(x) which describes the change in hardness as particle size changes (Griffith (1920), Weibull (1939), Rumpf (1973)). By adopting equation 1 the rock breakage properties, as represented by \( M_i \) , are assumed to be constant for the particle sizes normally treated in the comminution device in question, leaving any true variation in size-by-size hardness to be taken up in the form of the function f(x). Therefore the \( M_{ia} \) , \( M_{ib} \) , \( M_{ic} \) and \( M_{ih} \) values represent the hardnesses of the average particle sizes typically treated in primary tumbling mills, secondary tumbling mills, conventional crushers and HPGRs respectively. The values for \( M_{ia} \) , \( M_{ic} \) and \( M_{ih} \) parameters were developed from SMC Test® results and the use of data bases of operational performance of milling, crushing and HPGR circuits. \( M_{ib} \) values were similarly developed using results from Bond's laboratory ball work index test. Effectively these parameters were empirically calibrated against data bases to ensure the best predictive accuracy possible, much as Bond did in relating his laboratory crushing, rod and ball mill work indices to full scale machine performance (Bond, 1961).
SIZE-DEPENDENT HARDNESS PARAMETER
In the case of the development of the \( M_{ia} \) and \( M_{ib} \) parameters, the data base used was very large, comprising over 80 data sets from 65 different tumbling mill circuits. These data sets covered a wide range of conditions including a comprehensive spectrum of feed and product sizes. The original data bases used for the Mic and Mih parameters, although quite large, covered a less wide range of feed size conditions, particularly those in which relatively coarse feed sizes are treated. Recently new crushing and HPGR data have been acquired which have provided enhanced coverage of these coarser feed applications. Application of equation 1 in these cases has indicated the need for an additional term which accommodates the decrease in average strength of the rocks being treated compared to those in the original data bases. This was most noticeable in primary crusher circuits, where feed sizes can be as high as 450mm. Analysis of these new data indicates that a coarse particle ore hardness parameter (S), with the general form shown in equation 4, improves predictive accuracy in relevant crushing and HPGR situations. For conventional crushing the parameter should be used in primary and secondary crushing circuits. In the case of tertiary and AG/SAG mill pebble crusher circuits its use should normally not be necessary. For HPGRs the parameter should improve accuracy in cases where the circuit feed P80 is in excess of 25mm.
Where
S = coarse ore hardness parameter
\( K_s \) = machine-specific constant that takes the value of 55 for conventional crushers and 35 in the case of HPGRs
\( x_1 \) = \( P_{80} \) in microns of the circuit feed
\( x_2 \) = \( P_{80} \) in microns of the circuit product
Using the nomenclature adopted in previous work (Morrell, 2009), equation 1 for conventional crushers is now written as:
Where
\( K_2 \) = 1.0 for all crushers operating in closed circuit with a classifying screen. If the crusher is in open circuit, eg pebble crusher in a AG/SAG circuit, \( K_2 \) takes the value of 1.19.
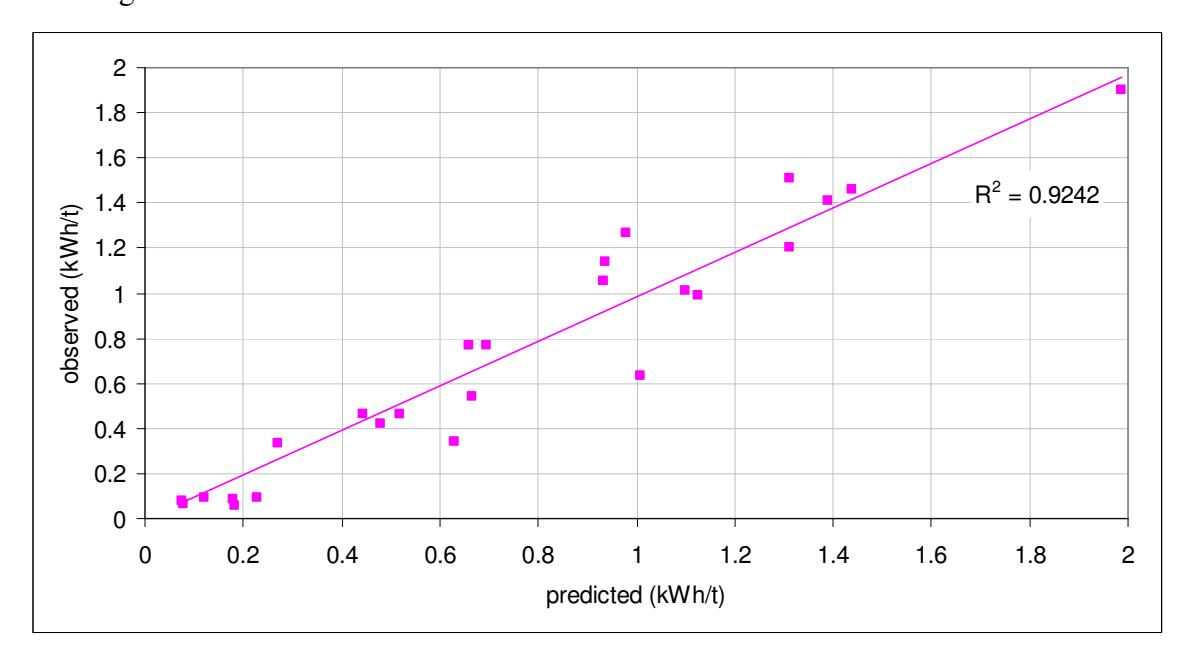
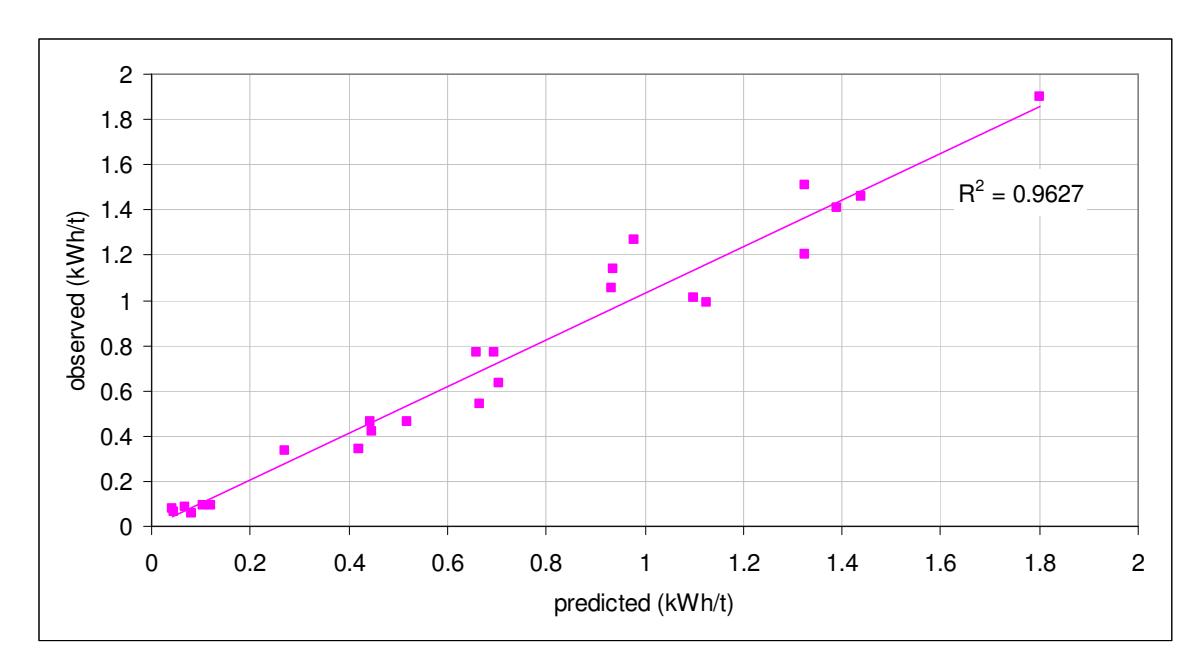
\( M_{ic} \) = Crushing ore work index and is provided directly by SMC Test® The improvement in predictive accuracy from using the "S" parameter is illustrated in Figures 1 and 2 which show data from 4 primary, 6 secondary, 6 tertiary and 9 pebble crushing circuits.
For HPGRs equation 1 is now written as:
Where
\( S_h = 35.(x_1.x_2)^{-0.2} \)
\( K_3 \) = 1.0 for all HPGRs operating in closed circuit with a classifying screen. If the HPGR is in open circuit, \( K_3 \) takes the value of 1.19.
\( M_{ih} \) = HPGR ore work index and is provided directly by SMC Test®
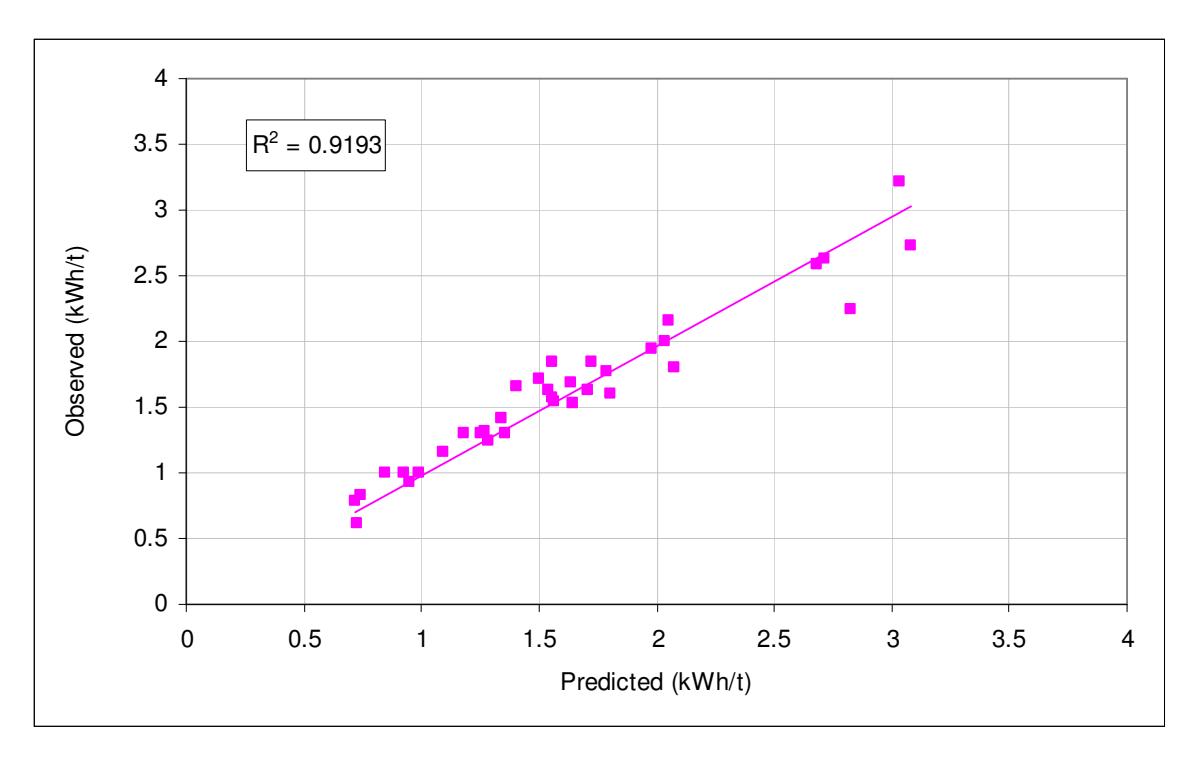
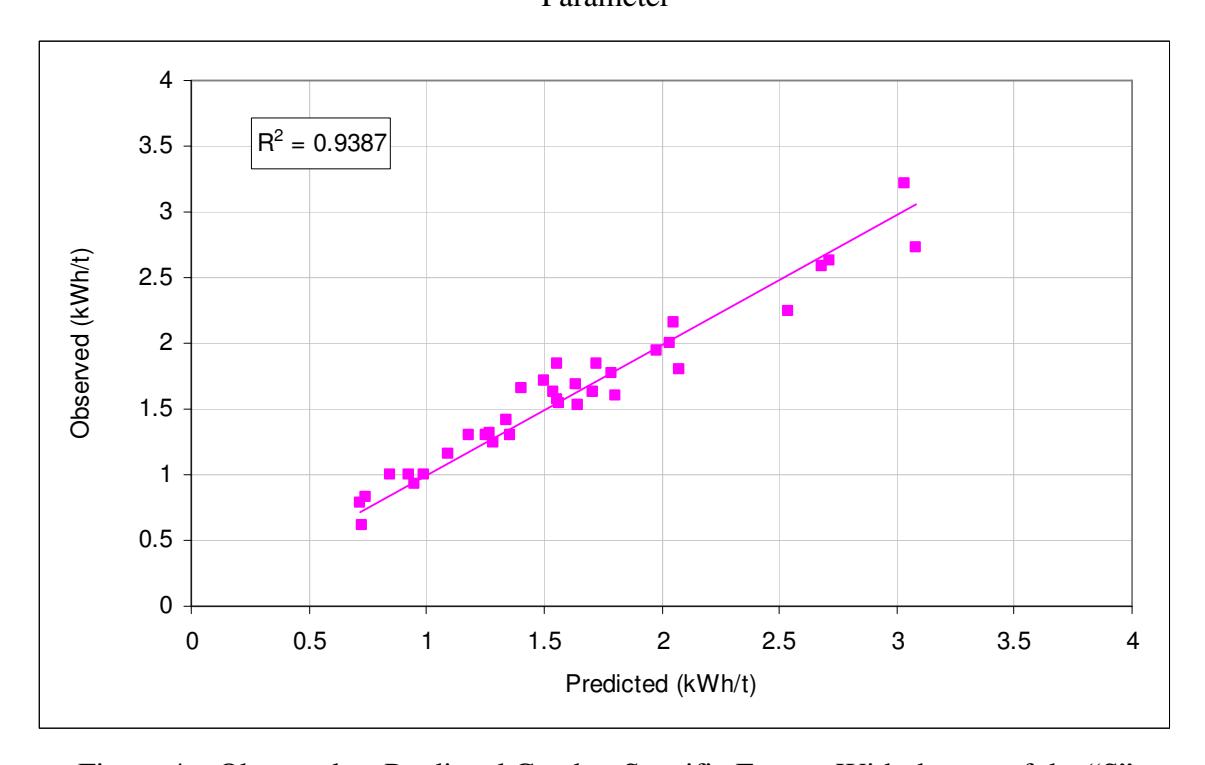
The improvement in predictive accuracy from using the "S" parameter is illustrated in Figures 3 and 4 which show data from 33 pilot and laboratory-scale machines and 3 full-scale circuits. The improvement in accuracy is less obvious than with the crushing circuits. This is because there are relatively few cases within the data base where the "S" parameter's use is warranted.
WORKED EXAMPLE
To illustrate the use of the S parameter the following worked example is provided for a primary crushing circuit. The objective is to predict the specific energy necessary to reduce a run-of-mine feed with a P80 of 400mm to a product size with a P80 of 100mm. An SMC Test® on a representative rock sample has provided a Mic value of 7.2 kWh/t. With reference to equation 5
$$ S_c = 55*(400000*100000)^{-0.2} $$ $$ = 0.417 $$ \( K_2 = 1.19 \) $$ W_c = 0.417*1.19*7.2*4*(100000^{-(0.295+100000/1000000)} - 400000^{-(0.295+400000/1000000)}) $$ $$ = 0.15 \text{ kWh/t} $$
REFERENCES
Bond, F.C., 1961. Crushing and Grinding Calculations . Brit. Chem Eng. Part I, 6 (6), 378-385, Part II, 6 (8), 543-548
Griffith, A. A., 1920. The Phenomena of Rupture and Flow in Solids. Philosophical Transactions of the Royal Society of London (Series A: Mathematical and Physical), Vol A221, pp 163-197.
Morrell, S., 2004. An Alternative Energy-Size Relationship To That Proposed By Bond For The Design and Optimisation Of Grinding Circuits . International Journal of Mineral Processing, 74, 133-141.
Morrell, S., 2006. Rock Characterisation for High Pressure Grinding Rolls Circuit Design , Proc International Autogenous and Semi Autogenous Grinding Technology,Vancouver, vol IV pp 267-278.
Morrell, S., 2009. Predicting the overall specific energy requirement of crushing, high pressure grinding roll and tumbling mill circuits , Minerals Engineering, 22,6
Rumph, H., 1973. Physical Aspects of Comminution and New Formulation of a Law of Comminution, Powder Technology, 7, pp 145-159.
Weibull, W., 1939. A statistical theory of strength of materials. Proceedings of the royal Swedish Academy of Engineering Science (Ingeniorsvetenskapsakademiens Handlingar), No 151